

Остальные параметры VД , nД определяют так же, как и при продоль-
ном шлифовании. Вспомогательное время Твс при шлифовании выбирает-
ся из табл. 46.
Таблица 46
Вспомогательное время при работе на кругошлифовальных станках, мин
Способ установки |
|
Масса обрабатываемой |
|
|||
|
|
детали с оправкой, кг |
|
|||
обрабатываемой детали |
|
|
|
|
|
|
3 |
|
8 |
12 |
|
16 |
|
|
|
|
||||
|
|
|
|
|
|
|
Надеть на деталь хомутик, ус- |
|
|
|
|
|
|
тановить в центрах, пустить ста- |
|
|
|
|
|
|
нок, снять деталь с центров, |
0,43 |
|
0,62 |
0,70 |
|
0,72 |
снять хомутик, положить деталь |
|
|
|
|
|
|
на место |
|
|
|
|
|
|
Дополнительное время Тдоп при шлифовании можно принять 7% от То
(в учебных целях). Подготовительно-заключительное время Тпз при шлифовании (n =7–22 дет.) для учебных целей принимается 14–18 мин.
3.2.6. Оформление технологической документации
Комплект технологической документации на восстановление изношенных деталей должен содержать:
ремонтный чертеж;
технологическую карту восстановления;
карту эскизов;
ведомость оборудования оснастки.
Технологическую карту восстановления оформляют на формате А4 по РТМ 10.0024-94: первый лист – по форме 12, последующие – по форме 12а.
Пример оформления технологической карты представлен на рис. 4. Во второй графе карты указывают номер дефекта по карте эскизов, содержание дефекта по ремонтному чертежу, записывают наименование операции (например, «токарная», «шлифовальная» и т. д.) и излагают содержание операций с указанием режимов обработки и технических требований. Операции нумеруют числами ряда арифметической прогрессии: 5, 10, 15 и т. д. согласно ГОСТ 3.1118-82. В третьей графе карты записывают наименование и обозначение оборудования в технологической оснастке в последовательности.
70 

71 |
технологической оформления Пример .4 .Рис |
|
детали восстановления карты |
Органи- |
|
Разраб. |
Фамилия |
Подпись |
Дата |
Насос масляный |
Восстанов- |
|
Литера |
||||||
зация- |
|
Пров. |
|
|
|
240-1021012-А |
ление |
|
|
|
|
|
|||
разра- |
|
|
|
|
Вал-шестерня ведущая |
|
|
|
|
|
|
|
|||
|
Н. контр. |
|
|
|
|
|
|
|
|
|
|
||||
ботчик |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Наименование дефекта. На- |
|
|
|
|
Расход- |
|
|
|
|
Тпз |
|||
№ |
|
именование, содержание |
Оборудование |
Оснастка |
|
ный |
|
Разр. |
|
||||||
опер. |
операций, режимы, требова- |
|
мате- |
|
раб. |
Тшт |
|||||||||
|
|
|
|
|
|||||||||||
|
|
ния |
|
|
|
|
|
риал |
|
|
|
|
|
|
|
|
|
Деф. 1. Износ поверхности А |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
до размера менее 15,96 мм |
|
|
|
|
|
|
|
|
|
|
|
||
|
1. Установить, выверить и за- |
|
|
Патрон (при станке), |
|
|
|
|
|
|
|
|
|||
|
|
крепить деталь согласно эс- |
|
|
штатив Ш-1-Н-8; головка |
|
– |
|
|
|
|
|
|
||
|
|
кизу |
|
|
|
измерительная 2ИГМ |
|
|
|
|
|
|
|
|
|
|
2. Шлифовать поверхность 1 |
|
|
Круг шлифовальный |
|
|
|
|
|
|
|
|
|||
|
|
согласно эскизу. Режимы об- |
Станок круг- |
ПП 600х40х305 24А |
|
– |
|
4 |
|
|
6,5 |
||||
|
|
работки: S = 0,01 мм/об; |
25-С2К5А 1 кл |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
4,0 |
||||||||||
5 |
|
П=65 об/мин; расход охлаж- |
лошлифоваль- |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
дающей жидкости 0,3 л/мин |
ный ЗУ131ВМ |
Микрометр МРИ25- |
|
– |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
3. Проверить деталь согласно |
|
|
0,002; |
|
|
|
|
|
|
|
|
|||
|
|
эскизу |
|
|
|
штатив Ш-1-н-8; головка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
измерительная 2ИГМ; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
образец шероховатости |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,25-ШЦ |
|
|
|
|
|
|
|
|
|
4. Снять деталь со станка |
|
|
–––– |
|
– |
|
|
|
|
|
|
|||
|
|
|
|
|
Листов |
|
Лист |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

В четвертой графе карты записывают наименование и обозначение технологической оснастки в последовательности: приспособления, режущий инструмент, измерительный инструмент, слесарно-монтажный инструмент. В пятой графе карты записывают наименование и обозначение материалов, расходуемых при выполнении каждой операции (металл, сва- рочно-наплавочные материалы, технологический газ и т. д.).
Запись материалов производят с указанием полного наименования и обозначения их по ГОСТу или ТУ. В шестой и седьмой графах карты указывают соответственно разряд работ, подготовительно-заключительное и штучное время на выполнение каждой операции; время указывают в минутах с точностью до первого знака после запятой.
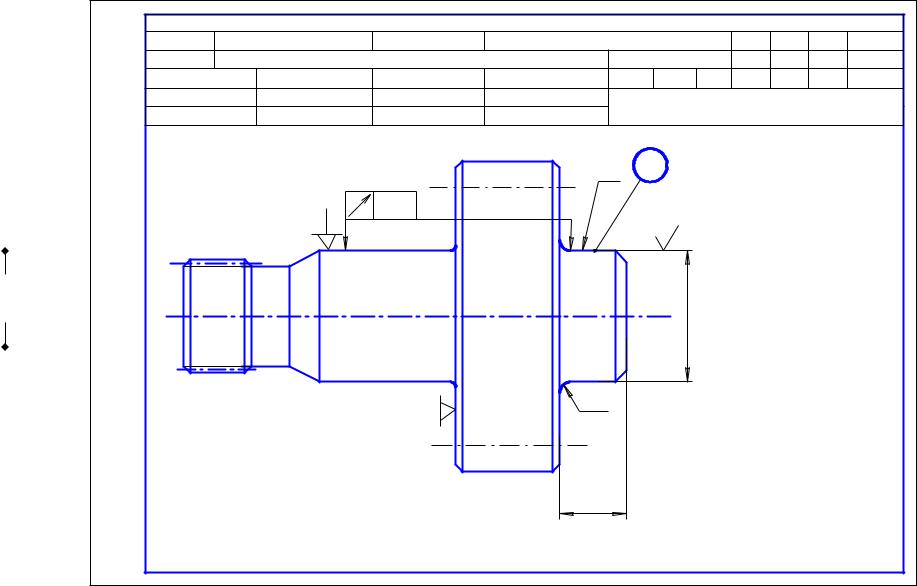
Карту эскизов оформляют, как правило, на формате А4: первый лист – по форме 13, последующие – по форме 13а. Допускается при необходимости оформлять эскизы на формате А3. Эскизы разрабатывают на технологический процесс в целом или на одну или несколько операций. Эскизы разрабатывают с соблюдением или без соблюдения масштаба, но с примерным соблюдением пропорций размеров, с указанием обрабатываемых поверхностей, элементов и т. д. Эскизы следует выполнять с помощью чертежного инструмента. Допускается выполнять эскизы от руки. Деталь на эскизах изображают в рабочем положении при осуществлении операции. Если эскиз детали выполнен к нескольким операциям или на технологический процесс в целом, то допускается изображать деталь на эскизе в нерабочем положении. Изображения детали на эскизе должны содержать размеры, предельные отклонения, обозначения шероховатости, баз, опор, зажимов и установочных устройств, необходимых для выполнения операций, для которых выполнен эскиз.
Размеры и предельные отклонения на эскизах наносят по ГОСТ 2.307-68 и ГОСТ 2.308-79. Обозначения шероховатости обрабатываемых поверхностей деталей наносят на эскизах по ГОСТ 2.309-73. Обозначения опор, зажимов и установочных устройств на эскизах выполняют по ГОСТ 3.1107-81. Количество эскизов к технологическому процессу и операциям устанавливает разработчик документа. К документам маршрутного и маршрутнооперационного описания процесса допускается эскизы не разрабатывать и использовать рабочие чертежи детали из комплекта конструкторской документации изделия, оформленные в соответствии с требованиями стандартов ЕСКД.
На эскизах к операциям все размеры или конструктивные элементы обрабатываемых поверхностей детали условно нумеруют арабскими цифрами. Номер размера или конструктивного элемента обрабатываемой поверхности проставляют в окружности диаметром 6…8 мм и соединяют с размерной или выносной линией. При этом размеры, предельные отклонения обрабатываемой поверхности в тексте содержания операции не указывают.
72 
|
|
Дубл. |
|
|
|
|
ГОСТ 3,1118-82 Форма 2 |
|
|
|
|
|
|
|
|
|
|
Взам. |
|
|
|
|
|
|
|
Разроб. |
Захаров |
12.02.02 |
Роспись |
|
|
|
|
Пров. |
|
|
|
|
|
|
|
Н.контр. |
|
|
|
Фланцевая втулка |
|
|
|
|
|
|
А |
1 |
|
|
|
|
3 |
0.015 |
|
0,03 |
|
|
.5 .Рис |
|
|
|
|
||
|
|
|
|
|
|
1.Твердость |
|
|
эскизов Карта |
|
|
|
|
+0,006 -0,018 |
|
73 |
Р |
|
|
|
обробатываемой |
||
и |
|
|
|
15,896 |
поверхности 44...52HRC3 |
||
с |
|
|
|
||||
. |
|
|
|
2.*Размердля справок. |
|||
4 |
|
|
|
||||
|
|
|
|
||||
|
|
|
|
3.Допуск овальности и |
|||
|
|
|
|
конусообразности |
|||
|
|
|
|
|
R2 |
|
поверхности А не более |
|
|
|
|
|
|
0,007мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17* |
|
|
|
|
КЭ/ОКН |
|
|
|
|
|