


Допускается в тексте содержания операции номер размера или конструктивного элемента не обводить окружностью, например: «Расточить отверстие 1», «Точить канавку 2». Нумерацию производят в направлении часовой стрелки. При этом номера одной и той же обрабатываемой поверхности, встречаемые в разных операциях, могут быть разными. Обрабатываемые поверхности детали на эскизе следует обводить линией толщиной 2S по ГОСТ 2.303-68. При разработке одного эскиза на технологический процесс или на несколько операций допускается обрабатываемые поверхности детали не обводить линией толщиной 2S. Технические требования помещают на свободном поле карты справа от изображения эскиза или под ним и излагают по ГОСТ 2.316-68. Если изображение на эскизе относится
кнескольким операциям технологического процесса, то номера этих операций указывают над изображением детали и подчеркивают. Допускается не указывать все номера операций, если изображение относится к нескольким последовательным операциям. Например, если изображение относится
коперациям 10, 15, 20, 25, то можно записать 10–25.
Если на поле карты содержатся несколько отдельных эскизов для различных операций технологического процесса, то над каждым эскизом указывают номер операции и подчеркивают. Пример оформления карты эскизов приведен на рис. 5. Ведомость оборудования и оснастки по технологическому процессу в целом оформляют на формате А4 по форме 14 (см. рис. 4). Запись оборудования и оснастки в ведомости производят в следующей последовательности:
–оборудование;
–приспособления;
–режущий инструмент;
–измерительный инструмент;
–слесарно-монтажный инструмент.
Запись оборудования и оснастки производят с указанием полного наименования и обозначения по ГОСТу или ТУ.
3.3. Проектирование и расчёт приспособлений
Приспособление – это составная часть технологического оснащения процессов механической обработки, сборки или ремонта. Основное назначение приспособлений – установка заготовки или детали на станке для механической обработки, т. е. базирование и закрепление. К дополнительным функциям приспособлений относятся: направление режущего инструмента; базирование контрольно-измерительных приборов; механизация и автоматизация зажима; увеличение жесткости при установке заготовки; изменение положения заготовки вместе с приспособлением и другие.
74 
3.3.1. Классификация приспособлений
По степени специализации приспособления подразделяют на универ-
сальные и специальные.
По технологическому процессу приспособления подразделяют на: ста-
ночные; сборочные; контрольно-измерительные; ремонтные.
По технологическому оборудованию, для которого проектируются, они подразделяются: для токарных станков; для фрезерных станков; для шлифовальных станков и т.д.
Приспособления многократного применения делятся на: универсально-
сборные (УСП); сборно-разборные (СРП); универсальные безналадочные (УБП); неразборные специальные (НСБ); универсальные наладочные (УНП); специализированные наладочные (СНП).
3.3.2. Состав приспособления
Приспособление состоит из следующих основных элементов: корпус; базирующие (установочные) элементы; зажимные устройства; привод.
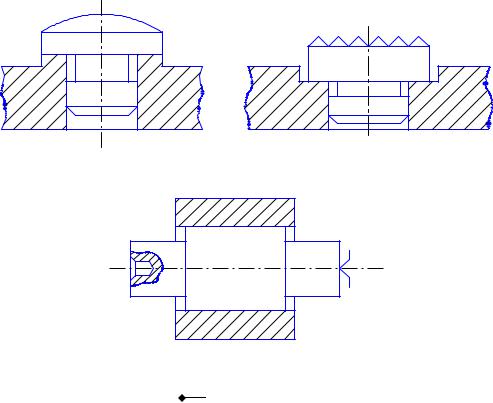
Значительную роль в приспособлении играют установочные элементы. Установочные элементы (или опоры) делятся на основные и вспомогательные. Основные опоры: для плоских баз заготовки – типа палец (рис. 6) или пластина; для внутренних цилиндрических баз (отверстий) – цилиндрический палец (рис. 7) или оправка (рис. 8); для наружных цилиндрических баз – призмы (рис. 9).
Рис. 6. Опоры типа «палец» |
Рис. 7. Цилиндрический палец |
75 
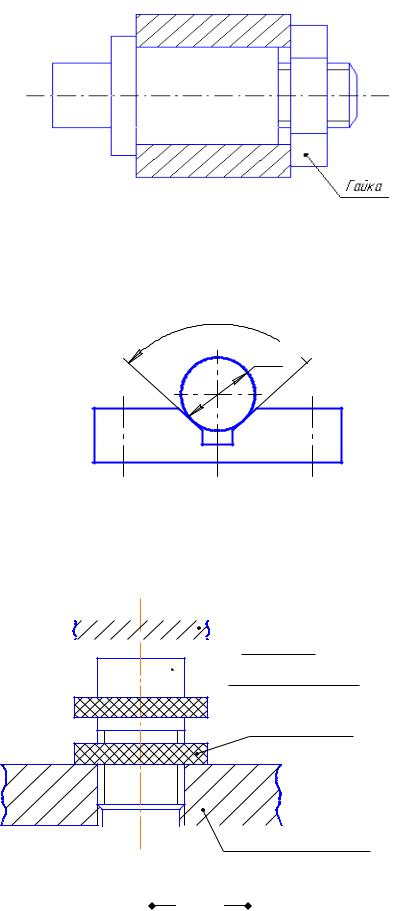
Рис. 8. Цилиндрическая оправка
a
D 





Рис. 9. Призмы
Вспомогательные опоры подразделяют на регулируемые (рис. 10) и самоустанавливающиеся. При этом заготовку устанавливают на основные опоры, затем подводят вспомогательные опоры.
 Заготовка
Заготовка 
 Регулируемый палец
Регулируемый палец
Гайка фиксации
Корпус приспособления
Рис. 10. Регулируемая вспомогательная опора
76
Заготовка |
|
|
|
|
Зажим |
|
Регулируемая стойка |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стяжной болт
Рис. 11. Рычажное зажимное устройство
Зажимные устройства приспособлений предназначены для обеспечения надежного закрепления заготовки. Они отличаются многообразием конструктивных решений, наиболее часто используются рычажные устройства
(рис. 11).
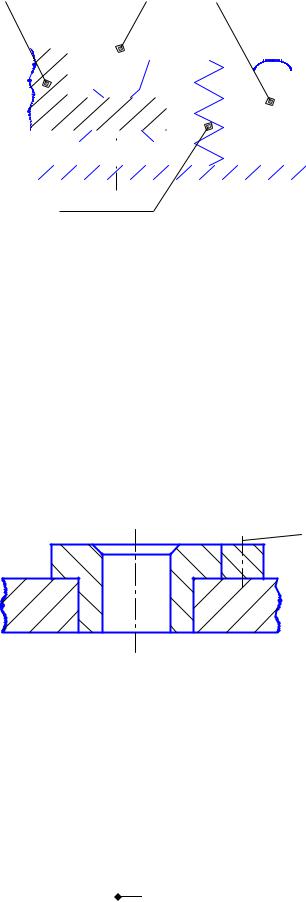
В приспособлениях, предназначенных для направления инструмента, часто используют кондукторные втулки (рис. 12). Последние обеспечивают направление сверл и разверток.
Корпуса приспособлений изготовляют литьем из чугуна СЧ 12, а также сварные из проката или сборные из нормализованных деталей.
Фиксация втулки болтом
Рис. 12. Кондукторная втулка
3.3.3.Этапы расчета и проектирования станочных приспособлений
Проектирование станочных приспособлений можно разбить на следующие основные этапы:
1. Эскизная компоновка:
- составляется расчетная схема;
77 