


Таблица 51
Значения Cр и показателей степени для дисковых прорезных и отрезных фрез при обработке стали с в=750 МПа
Материал режу- |
Cр |
x |
y |
u |
q |
W |
|
щей части фрезы |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Твердый сплав |
261 |
0,9 |
0,8 |
1,1 |
1,1 |
0,1 |
|
|
|
|
|
|
|
|
|
Быстрорежущая |
68,2 |
0,86 |
0,72 |
1,0 |
0,86 |
0 |
|
сталь |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Все прочие составляющие силы резания определяются с использованием значений их соотношений (табл. 52).
|
Составляющие силы резания |
Таблица 52 |
|||
|
|
||||
|
|
|
|
|
|
Фрезерование |
Ph : Pz |
Pv : Pz |
Py : Pz |
Px : Pz |
|
|
|
|
|
|
|
Встречное |
1,1 – 1,2 |
0 – 0,25 |
0,4 – 0,6 |
(0,2 – 0,4)tg ω |
|
(против подачи) |
|||||
|
|
|
|
||
|
|
|
|
|
|
Попутное |
|
|
|
(0,2 – 0,4)tg ω |
|
(в направлении |
-(0,8 – 0,9) |
0,7 – 0,9 |
0,4 – 0,6 |
||
подачи) |
|
|
|
|
|
Примечание. ω – угол наклона витков фрезы.
3.3.5. Расчет усилия зажима заготовки
Для расчета усилия зажима необходимо составить схему действия сил резания на заготовку, сформулировать условие равновесия заготовки. Рассмотрим пример – фрезерование плоской заготовки. Составим схему базирования заготовки и определим направления действия основных составляющих силы резания, силу зажима и силы трения: P2 – окружная составляющая силы фрезерования, стремится сдвинуть заготовку; P1 – радиальная составляющая силы фрезерования, прижимает заготовку к опорам 1 и 2; Q – сила зажима; F1,F2 – силы трения в местах контакта зажима с заготовкой и опор 1 и 2 с заготовкой (рис. 16).
82 
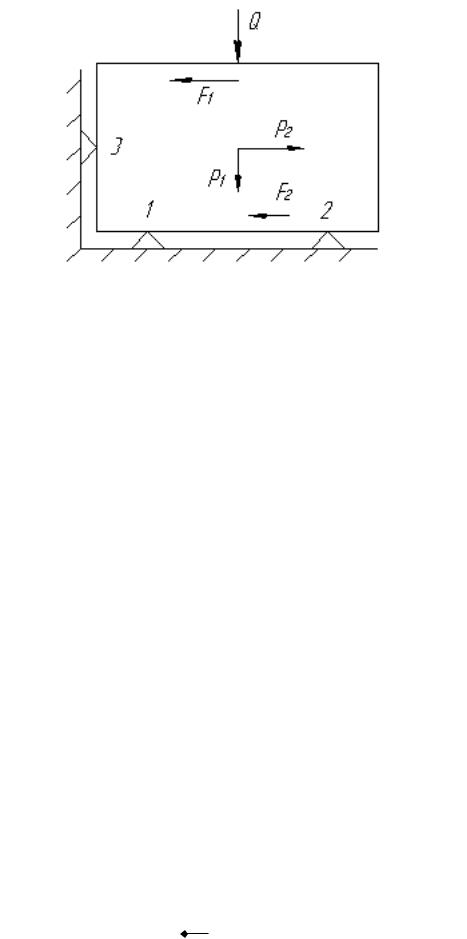
Рис. 16. Схема базирования плоской заготовки
Составим уравнение равновесия заготовки:
P2 F1 F2 0
или
P2 f1 Q f 2 Q P1 0,
где f1, f2 – коэффициенты трения (табл. 53). Выразим силу зажима:
Q P2 P1 f 2 . f1 f 2
Таблица 53
Значения коэффициента трения f
Условия трения |
f |
Контакт заготовки с опорами: |
|
- заготовка обработана |
0,16 |
- заготовка не обработана |
0,2 – 0,25 |
- опора рифленая |
0,7 |
- опора сферическая |
0,25 |
Зажим с острыми рифлениями |
0,7 – 1,0 |
|
|
Найденная сила зажима не обеспечит надежного (гарантированного) закрепления заготовки. Поэтому вводят коэффициент запаса K, с учетом которого определяется требуемое усилие (Н) закрепления заготовки:
83 

Qз Q K ,
где K – коэффициент запаса,
К K0 K1 K2 K3 K4 K5 K6,
здесь K0 – коэффициент гарантированного запаса, K0=1,5; K1– коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на обработанной поверхности (K1=1,2 при черновой обработке; K1=1,0 при чистовой обработке); K2 – коэффициент, характеризующий увеличение сил резания из-за затупления инструмента, K2=1,0 – 1,8;
K3 – коэффициент, учитывающий увеличение сил резания при прерывистом резании, K3 =1,2; K4 – коэффициент, характеризующий постоянство силы закрепления, зависит от типа привода (K4=1,3 при ручном приводе; K4=1,2 при пневмокамерном приводе; K4=1,0 при гидроили пневмоприводе); K5 – коэффициент, характеризующий эргономику ручных приводов [K5 =1,2 при большом угле поворота рукояти (> 90°), K5 =1,0 при малом угле поворота]; K6 – учитывает вид опор (K6=1,0 – установка на штыри; K6=1,5 – установка на опорные пластины).
Если расчетное значение K меньше 2,5, то принимают K=2,5.
3.3.6. Расчет рычажных зажимных механизмов
Найденное выше усилие закрепления заготовки служит основой для выбора и расчета зажимного устройства приспособления. Наиболее часто в качестве зажимных устройств используют элементарные зажимные механизмы: винтовые, эксцентриковые, клиновые, клиноплунжерные, реечные, рычажные, рычажно-шарнирные. Большинство этих устройств обладают самотормозящим эффектом, в их работе используется ручной привод, они просты в изготовлении и относительно дешевы.
В качестве примера рассмотрим расчет рычажных зажимных механизмов, которые получили широкое применение в различных приспособлениях из-за следующих достоинств:
возможности построения сложных зажимных механизмов;
возможности изменения величины и направления действия сил;
возможности использования различных типов приводов.
На первом этапе расчета необходимо составить или выбрать типовую схему рычажного зажимного механизма (рис. 17).
84 

а |
б |
в |
Рис. 17. Схемы рычажных зажимных механизмов
В зависимости от выбранной типовой схемы механизма определяется реакция в шарнире опоры рычага по уравнениям:
а) R Qпр Pз (см. рис. 17, а);
б) R 
 Q2пр P2з (см. рис. 17, б);
Q2пр P2з (см. рис. 17, б);
в) R Qпр Pз (см. рис. 17, в),
где Qпр усилие, развиваемое приводом; Pз – усилие закрепления заготовки, Pз =Qз .
85 