

-
Динамометры для измерения составляющих силы резания
Наиболее часто силы резания определяют на основе непосредственного измерения с помощью специальных приборов. Существует большое количество таких приборов, называемых динамометрами. Деформации упругих элементов динамометра непосредственно или с использованием связанных с ними явлений служат основой для измерения сил резания. Независимо от конструкции динамометры состоят из следующих основных частей: 1) первичного измерительного преобразователя, воспринимающего нагрузку; 2) регистрирующего устройства; 3) вспомогательных звеньев, связывающих их друг с другом.
Динамометры подразделяются на гидравлические, механические, электрические.
Гидравлические динамометры в настоящее время не находят применения по причине большой инерционности рычажно-поршневой системы, из-за чего показания отстают от быстропротекающих процессов и искажают картину изменения сил резания во времени и по величине, а также из-за малой чувствительности.
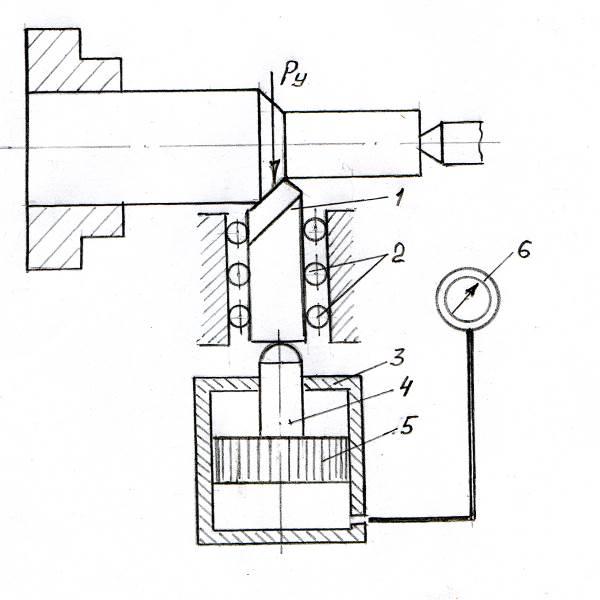
Принцип работы механических динамометров основан на том, что под действием сил резания на резец 9 резцедержатель 8 вследствие деформации упругих стенок 1 корпуса 6 перемещается. Эти перемещения через сухари 2 и ножки 4, 7 фиксируются индикаторами 3 и 5 соответственно.
Механические динамометры просты по конструкции, но имеют те же недостатки, что и гидравлические, и поэтому получили ограниченное распространение.

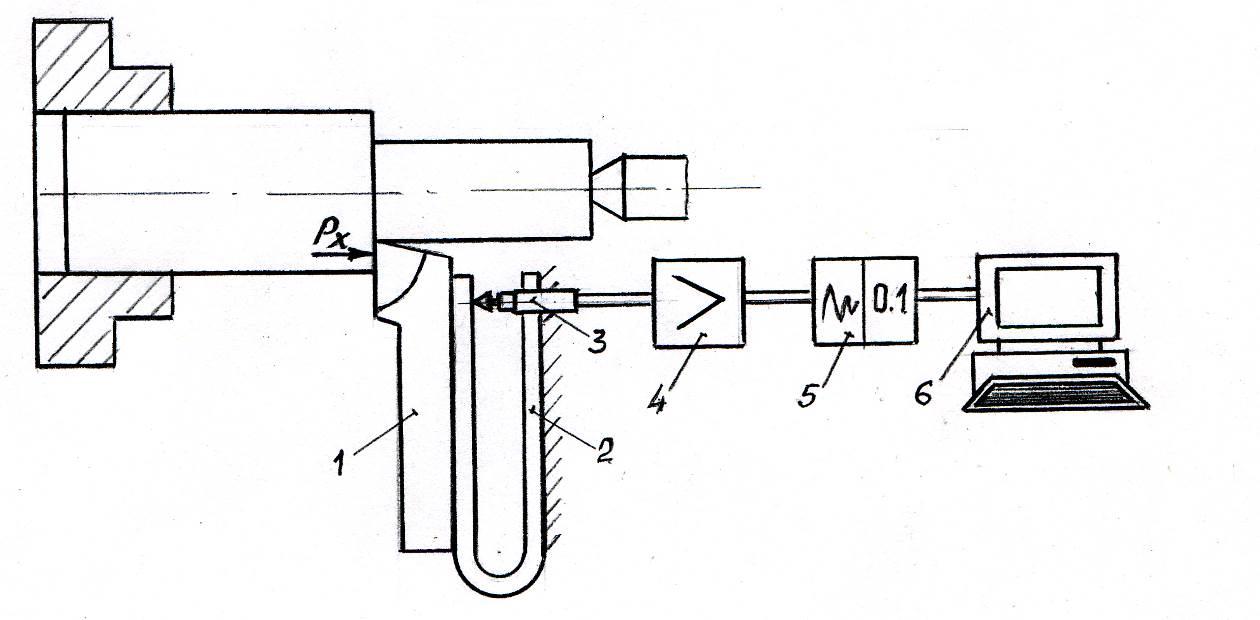
Электрические динамометры являются наиболее чувствительными приборами, так как они мало инерционны и позволяют с помощью осциллографа производить запись быстропротекающих процессов за тысячные и стотысячные доли секунды. Такие динамометры преобразуют механическое воздействие сил резания в легко измеряемые электрические величины.
-
Тепловые явления при резании. Уравнение теплового баланса
Теплообразование оказывает двойное воздействие на резание. С одной стороны, интенсивное тепловыделение облегчает деформирование материала срезаемого слоя, способствует образованию пограничного слоя на контактных поверхностях стружки и заготовки, вследствие чего уменьшается износ инструмента и повышается качество обработанной поверхности. С другой стороны, тепловое воздействие на режущее лезвие инструмента приводит к изменению структуры и физико-механических свойств инструментального материала (снижению его твердости). Температура в зоне главной режущей кромки достигает 800-1000 °С, что приводит к потере режущих способностей инструмента и ускоренному изнашиванию.
Кроме того, с повышением температуры инструмента увеличиваются его
размеры, что вызывает снижение точности обработки. Нагрев жестко закрепленной обрабатываемой заготовки ведет к изменению ее размеров и деформациям, что также влияет на точность обработки.
Тепловыми явлениями при резании необходимо управлять так, чтобы
выделяющаяся теплота облегчала резание и не снижала стойкости инструмента и точности обработки.
Почти вся механическая энергия, затрачиваемая на деформирование,
разрушение и трение, переходит в тепловую и только небольшая часть
накапливается в виде потенциальной энергии искаженной решетки материала в зоне деформирования.
Источниками теплоты при резании являются пластическое деформирование в
зоне стружкообразования, трение стружки о переднюю поверхность инструмента и трение поверхности резания и обработанной поверхности о задние поверхности лезвия инструмента
Тепловыделениями за счет упругих деформаций и диспергирования
обычно пренебрегают ввиду их незначительной величины.
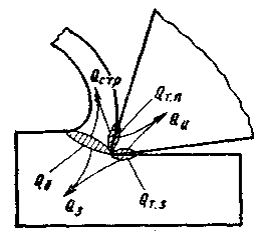
Уравнение теплового баланса можно представить следующим образом:
Q = Qупд + Qтп + Qтз = Q1 + Q2 + Q3 + Q4 ,
где Qупд- тепло выделившееся при упругопластическом деформировании обрабатываемого материала,
Qтп - тепло от трения стружки о переднюю поверхность инструмента,
Qтз- тепло от трения задней поверхности инструмента о заготовку,
Q1- тепло, отводимое стружкой (30 ... 80% от Q),
Q2- тепло, отводимое заготовкой (10 ... 50%),
Q3 - тепло, отводимое режущим инструментом (2 ... 8 %),
Q4 - тепло, переходящее в окружающую среду (около 1 %).
где Qд - количество теплоты, выделяющееся при пластическом
деформировании обрабатываемого материала; Qт.л. - количество теплоты,
выделяющееся при трении стружки о переднюю поверхность лезвия; Qт.з. - количество теплоты, выделяющееся при трении задних поверхностей лезвия о заготовку; Qстр. - количество теплоты, уходящей в стружку; Qз – количество теплоты, уходящей в заготовку; Qи - количество теплоты, уходящей в инструмент; Qокр. - количество теплоты, передаваемой окружающей среде.
Количественное выражение составляющих уравнения теплового баланса
зависит от вида операции, физико-механических свойств материалов заготовки и инструмента, режима резания, геометрических параметров режущего инструмента и условий обработки.