

-
Нарезание зубьев червячной фрезой. Применяемый инструмент и схемы резания
Червячные фрезы применяют для обработки прямозубых, косозубых и шевронных цилиндрических колес, а также для нарезания зубьев червячных колес с различными видами зацепления.
Червячные фрезы бывают: цельными и сборными (с припаянными
(6 < m < 15 мм) или со вставными гребенками при m > 15 мм).
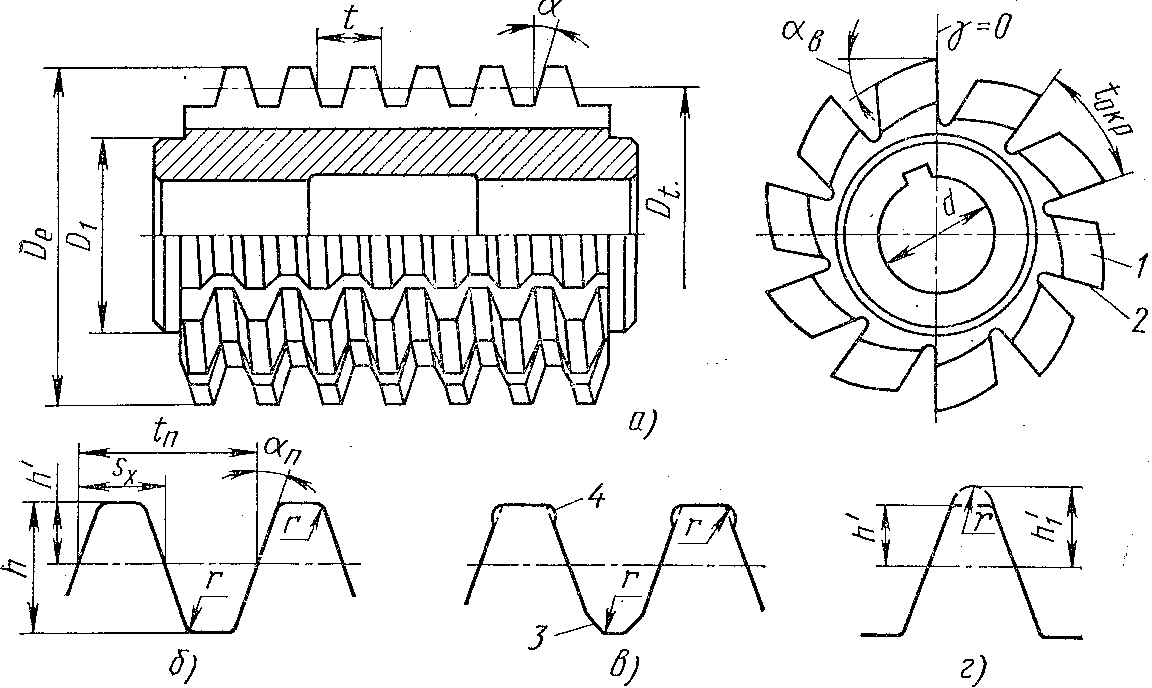
Конструктивные элементы червячной фрезы: а - общий вид фрезы; б, в, г - профиль зуба фрезы в нормальном сечении; De - наружный диаметр; Dt - делительный диаметр; t - осевой шаг; tn - нормальный шаг; tокр - окружной шаг фрезы; Sх - толщина зуба; h - высота зуба; h' - высота головки; Dr - диаметр контрольного буртик
Диаметр посадочного отверстия (dОТВ.) должен обеспечивать необходимую жесткость оправки, на которой устанавливается фреза.
Диаметр фрезы (D) влияет на ее конструкцию, точность получаемых зубьев колес, погрешность конструкции фрезы и производительность процесса обработки.
Число зубьев фрезы (Z) должно быть по возможности наибольшим.
Длина фрезы (L):
![]()
где lБ – ширина буртиков, мм., lБ = 2 ÷ 5 мм., lРАБ – длина рабочей части фрезы, мм.:
![]()
где Rа, Rf – радиусы наружной и внутренней окружности нарезаемого колеса, мм.
Диаметр буртиков (dБ) принимается на 1 ÷ 2 мм ниже стружечной канавки.
Длина посадочных участков отверстия (l1):
![]()
Для нарезания цилиндрических колес с прямыми зубьями необходимы три движения: главное вращательное движение червячной фрезы; круговая подача заготовки (делительное движение) и вертикальная подача фрезы (рис. а—г).

Схемы нарезания зубчатых колес на зубофрезерном станке:
1 — червячная фреза; 2 — заготовка
-
Чистовая обработка зубчатых профилей
Шеверы — это сложные зуборезные инструменты, применяемые для чистовой, отделочной обработки прямозубых и косозубых цилиндрических колес, как наружного, так и внутреннего зацепления. Они повышают точность и снижают шероховатость обрабатываемой поверхности. Шеверы бывают дисковые (а), реечные (б) для обработки цилиндрических колес и червячные (в) для обработки червячных колес. Наибольшее распространение имеют дисковые шеверы в виде шестерни с винтовыми зубьями.

Метод основан на имитации зацепления «шестерня—колесо» на скрещивающихся осях.
Шевер 1 представляет собой зубчатое колесо (угол наклона зубьев 5 или 15°), изготовленное из быстрорежущей стали, с канавками вдоль профиля зубьев. Главная и вспомогательная режущие кромки образуют угол резания 5 = 90°, поэтому зуб шевера скоблит металл заготовки (бреющее резание или шевингование), снимая тонкие (игольчатые) стружки.

Схема шевингования: 1 — шевер; 2 — заготовка
Двустороннее шевингование производят при плотном зацеплении шевера с заготовкой. Один из элементов этой пары — ведущий, он получает вращение от вала электродвигателя и передает его ведомому элементу. Оси шевера и заготовки скрещиваются под углом 5...20°. При этом происходит боковое скольжение зуба шевера по зубу заготовки (движение резания).
Для обработки зуба по всей длине шеверу придается линейное движение подачи вдоль заготовки (продольный ход). После каждого продольного хода производится радиальная подача шевера (периодическое сближение осей шевера и заготовки) до получения нужной толщины зуба нарезаемого венца или до получения требуемой точности венца в пределах допуска на толщину его зуба.
Назначение шевингования — повышение точности колеса, снижение шума в передаче, снижение шероховатости поверхности зубьев. При шевинговании снижаются погрешности: профиля, шага зацепления, циклическая погрешность (волнистость), колебание межцентрового расстояния на оборот колеса, улучшается пятно контакта по высоте.
Обычно прямозубые колеса обрабатываются косозубыми шеверами, а косозубые – прямозубыми.
Шевер-рейки не получили широкого распространения из-за дороговизны, сложности изготовления и монтажа.