

-
Торцевое фрезерование. Применяемый инструмент. Технологические параметры обработки
Фрезы — многолезвийный вращающийся режущий инструмент, зубья которого последовательно вступают в контакт с обрабатываемой поверхностью в процессе резания.
Фрезы один из самых распространенных видов инструмента. Форма исходного тела вращения (фрезы) зависит от формы обрабатываемой поверхности и расположения оси фрезы относительно детали.
Конструктивные и геометрические параметры торцовых фрез.
Торцовые фрезы применяют для обработки широких плоскостей. Преимущества перед цилиндрическими фрезами:
-
При обработке участвует большее число зубьев вследствие большого угла контакта. Как следствие увеличивается минутная подача.
-
Ниже шероховатость обработки;
-
Их можно проектировать больших диаметров;
-
Торцовые фрезы легче изготовить сборной конструкции.
-
Торцовые фрезы более удобны для оснащения MHП, что дает меньше расход инструментального материала.
Диаметр торцовых фрез выбирается в зависимости от ширины фрезерования: D≥1,2B.
Число зубьев, как и у цилиндрических фрез, зависит от диаметра, условий эксплуатации, объема стружки.
Для стали число зубьев: Z = 0,04D при D < 200 мм;
Z =0,04D + 2 , если D > 200 мм.
Для чугуна Z = 0,1D
Диаметр под оправку применяется конструктивно или по ГОСТу

-
Схемы резания при фрезеровании плоскости и фрезеровании паза (или уступа). Длины рабочих ходов в обоих направлениях



-
Нарезание резьбы резцами
Резьбовые резцы используются для нарезания наружных и внутренних резьб на токарно-винторезных станках и автоматах, на специализированных станках. Применение резцов характерно для единичного и мелкосерийного производства, а также в тех случаях, когда использование другого инструмента нецелесообразно.
Резьбовые резцы подразделяются на:
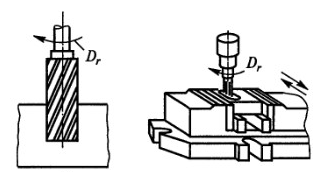
- стержневые прямые (рисунок 2, а) – для нарезания наружных резьб;
- стержневые отогнутые (рисунок 2, б) – для нарезания внутренних резьб;
- призматические однониточные (рисунок 3) – для нарезания наружных резьб;
- призматические многониточные (призматические гребенки) (рисунок 4) – для нарезания наружных резьб;
- дисковые однониточные (рисунок 5) – для нарезания наружных и внутренних резьб;
- дисковые многониточные (круглые гребенки) (рисунок 6) – для нарезания наружных и внутренних резьб.
Их геометрические параметры не отличаются от геометрических параметров фасонных резцов.


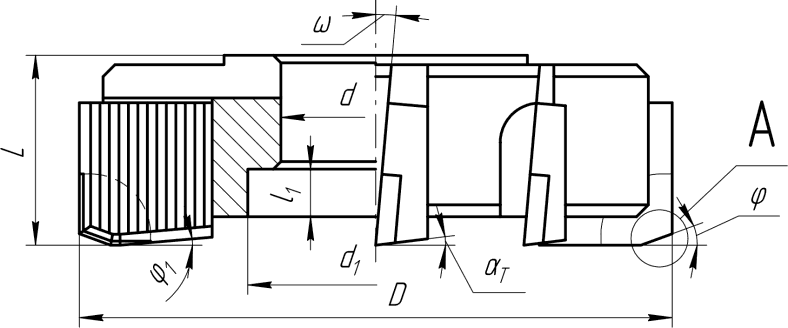
Основные конструктивные элементы и геометрические параметры резьбовых резцов на примере стержневого резца показаны на рисунке 9, где:
1.Рабочая часть l; 2.Режущая часть l1; 3.Передняя поверхность; 4. Задние поверхности; 5. Режущие кромки; 6.Державка ld.

Циклограмма перемещений резца (схема работы резьбового резца):
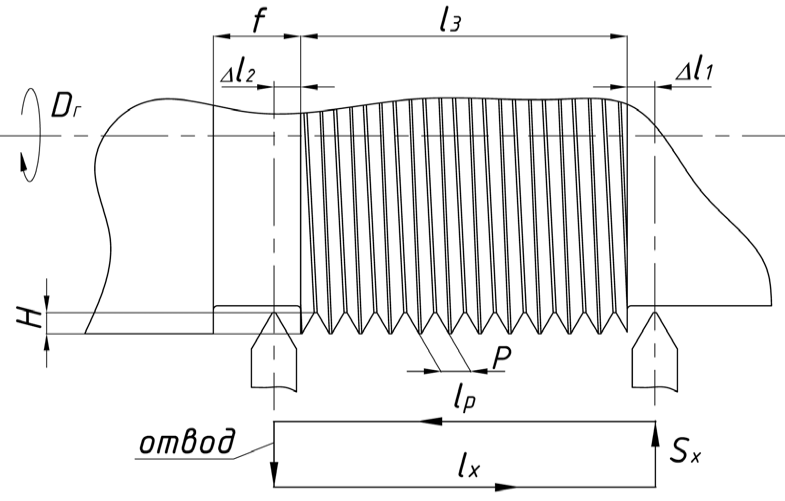
Перемещение lp является рабочим проходом, во время которого снимается очередной слой припуска. Величина lp = l1 + l3 + l2 , где l1 и l2 – соответственно величины недобега и перебега, l3 – длина нарезаемой резьбы. Обратное перемещение при реверсе шпинделя lх равно рабочему.
Применяются несколько схем срезания припуска при резьбонарезании стержневыми и однониточными резцами. Наибольшее распространение имеют схемы, представленные на рисунке 8.
Для резьб с шагом P до 2,5 мм подачу на рабочий Sx ход при черновых и чистовых проходах производят в радиальном направлении (рисунок 8.1).
При шаге резьбы P более 2,5 мм черновые проходы ведут с подачей на рабочий ход Sx, направленной вдоль правой боковой стороны резьбового профиля (рисунок 8.2,а). Чистовые проходы осуществляют с радиальной подачей и производят зачистные проходы (рисунок 8.2,б). В этом случае резьбонарезание может выполняться двумя резцами – черновым и чистовым.
В настоящее время на станках с ЧПУ для шага резьбы P более 2,5 мм широко применяется схема, представленная на рисунке 8.3. Согласно этой схеме резьбовой профиль движется по линии, направленной под углом 3...5 градусов к боковой стороне профиля резьбы.
