

4.2 Вимоги до виготовлення репродукційних діапозитивів для копіювання шаблонів
Загальна характеристика: зображення на плівках для трафаретного друку повинні бути прямими.
Прозорість: всі копіювальні оригінали (плівки) повинні мати основну вуаль не більше 0,05.
Зображення: всі репродукції для трафаретного друку повинні мати максимальну щільність не менше 3,0. Елементи зображення повинні бути з різкими краями і не мати ніякого підсвічування.
Переекспонування: за багатофарбової роботи для забезпечення суміщення фарб необхідне переекспонування, що забезпечує розширення елементів від 0,5 до 1 мм.
Чистота: плівки повинні поставлятися в строго плановому стані: не мати заломів, подряпин і плям, не повинні вмонтовуватися одна на одну.
Ретуш плівки: викривання проводиться на оборотній стороні плівки.
Розрізання і надлишок плівки: для форматів від DIN А6 до DIN А1 потрібний припуск при розрізанні листів не менше 3 мм. Для форматів більш DIN A1 він повинен складати 4 мм. Для спеціальних матеріалів, таких як полістирол, картонажні матеріали, і для дуже нестабільних матеріалів потрібний індивідуальний підбір.
Друкарські мітки: кутові, фальцювальні і розрізні мітки повинні бути нанесені з точними кутами на відстані 1,5-3 мм від формату обрізу. Хрести для суміщення повинні мати товщину штрихів від 0,2 до 0,3 мм.
Монтаж: при виготовленні декількох комплектів фотоформ, що повторюються, потрібно звертати увагу на те, щоб були нанесені на оригінал чотири хрести для суміщення в кутках. За багато разів повторюваних сюжетах всі окремі комплекти повинні перекопіюватися. Незалежно від міток для суміщення окремих комплектів на монтажі повинні бути нанесені дві цільові для суміщення по центральній осі поза лінією розрізу.
Коректура: на оригінал або плівку наносяться коректорські знаки відповідно до стандарту.
Друк: узгодження фарб при виготовленні оригіналів і пробних або тиражних екземплярів слід проводити при стандартизованих джерелах світла:
світло, що проходить, – D 50;
відбите світло – D 65.
Смуга для контролю друку: за растрової роботи вона повинна бути нанесена по всій ширині друкарського листа.
Тема 5. Виготовлення друкарських форм. Трафаретна рама
Друкарська форма для трафаретного друку складається з рами, на яку натягається і закріплюється сітка і шаблон, який містить інформацію про відтворюване зображення.
Трафаретна рама є зварною конструкцією з фасонних труб або відливною металевою конструкцією, але може виготовлятися з дерева або сталі. Широко поширені рами з алюмінієвого профілю у поєднанні із сталлю. Для забезпечення високої якості друку рама має не менше значення, ніж сітка.
В даний час існують статичні конструкції рам, в яких сітка натягається і потім приклеюється до рамки, і самонатягувальної рамки, що має власну систему натягнення і фіксації сітки. Для спеціальних цілей виготовляють особливі рами.
В даний час можливо за допомогою комп’ютерних розрахунків оптимізувати натягнення сітки і прийнятний допуск прогину рами. При цьому максимальний прогин допускається в межах 0,1% від довжини сторони рами. Дослідження показують, що для алюмінієвої рами формату А0 з прямокутним профілем максимально допустима помилка суміщення складає ±0,050 мм.
Велике значення для забезпечення якості трафаретного друку має маса друкарської фарби, що залишилася після проходження ракеля по верхній стороні трафаретної друкарської форми. Тому ширині смуги, на якій ракель не стикається з фарбою, приділяється велика увага, і тут теж існують певні допуски. Наприклад, за рекомендацією Європейської асоціації трафаретного друку ESMA, відстань між площиною ракеля і внутрішнім краєм трафаретної друкарської рами повинна складати 200 мм.
Навантаження ракеля на сітку під час друку приводить до деформації сітки, яка повинна бути незначною, але у багатьох випадках буває істотною. На 100 см своєї сторони рама одержує навантаження в 200 кг. Є спосіб комп’ютерної імітації навантаження на раму, що дозволяє враховувати і оптимізувати навантаження. Для рами наступає момент, коли її необхідно замінювати унаслідок втоми матеріалу, з якого вона виготовлена.
Натягнута
трафаретна друкарська форма
Друкарська
форма
Носій
форми (рама)
Рама
жорстка самонатягувальна
Пристрій
для натягування сіткової тканини
Шаблон
(прямий або непрямий)
Носій
шаблона (сітка - основа)
Рис. 12. Характеристика сітки
(носія шаблону трафаретного друку)
Сітка (носій шаблона трафаретного друку)
Сітка, що натягається на раму, є частиною трафаретної друкарської форми. На сітці знаходиться шаблон трафаретного друку. Сітку можна позначити як площинну волоконну структуру з одноманітними отворами при їх впорядкованому розташуванні. На сітку тим або іншим способом наноситься зображення у вигляді шаблона. На рамі є пристрою для натягнення сітки з притискними пристосуваннями, які знаходяться з кожного боку рами і можуть регулювати натягнення, щоб уникнути спотворення структури зображення. Стабілізація рами має вирішальне значення для якості друку, а невелика її вага робить зручною для роботи.
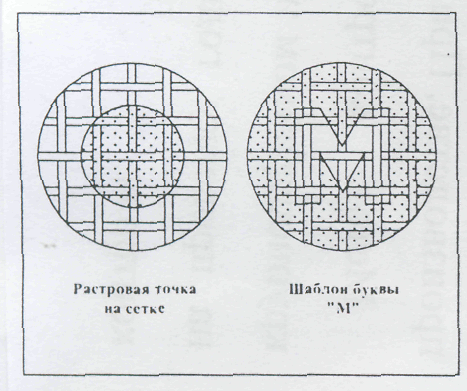
Рис. 16. Трафаретна друкарська сітка і друкарське зображення
Одним з перших волоконних матеріалів, вживаних в трафаретному друці, був шовк, що володіє прийнятними для виготовлення сіток властивостями. З синтетичних матеріалів поліамід і поліефір. Також можуть використовуватися неіржавіюча сталь і металізований поліефір (рис. 15, рис. 16).
Якість сітки залежить від товщини вживаних ниток, які можна розділити на чотири групи від легких до важких. На завершальній стадії обробки сітки в каландрі, перед покриттям її поверхні матеріалом для шаблона, повинна бути досягнута висока гладкість друкарської форми, що забезпечує меншу зношуваність сітки і ракеля.
Сітка характеризується основними показниками: діаметром нитки, числом ниток на одиницю довжини (см), шириною отворів сітки, ступенем її відкритості і товщиною. Ці параметри впливають на якість трафаретного друку. Наприклад, на відносний об'єм фарби впливають товщина сітки і ступінь її відвертості. Лініатура в нитках/см і товщина ниток в мкм, що позначаються двома цифрами (наприклад, 180/27), визначають розмір осередку і відсоток відкритої поверхні матеріалу. Цей розмір, разом з товщиною шаблона, впливає на ефективну передачу товщини фарбового шару, що характерний тільки для ультрафіолетових (УФ) фарб, які, через відсутність розчинників, при висиханні не змінюють свого об'єму.
Існують методи розпізнавання складу синтетичних сіток, як в натягнутому, так і в ненатягнутому вигляді. Промисловістю пропонуються сітки з кількістю ниток від 10 до 200 нит./см. Ці два показники характеризують геометричні і фізичні властивості сітки. Найтонші нитки мають діаметри 27-31 мкм. і можуть представляти моноволокно (до 80 нит./см.) або мати комплексну багатонитяну структуру (до 200 нит./см.)
Що стосується вибору сітки, то і тут є свої критерії. Наприклад, ширина отворів сітки повинна відповідати чотири- або п'ятикратному діаметру частинок пігменту. Є рекомендації щодо застосування певних сіток для друку на різних виробах і матеріалах, розрахунку товщини лінії, відтворюваності тонких ліній, вибору кутів нахилу лінії растрового друку. Створені спеціальні контрольні смуги для візуального контролю муару за виготовлення друкарських форм і друку, меж відтворення ліній у пресі, залежно від вживаної сітки, правильного нанесення копіювального шару і усунення змазування у пресі (наприклад, FOGRA DKL-52 1994). Також вироблені рекомендації за використання в трафаретному друці амплітудно-модульованого і частотно-модульованого растрування.