

2 Методические указания к практическим занятиям
Целью практических занятий является закрепление теоретических знаний по основным разделам дисциплины и использование их для получения математических моделей исследуемых процессов резания и режущих инструментов.
Практические занятия охватывают основные разделы дисциплины такие как: оптимизация технических решений; математическое моделирование в экспериментальных исследованиях процессов резания и режущих инструментов; проверка статистических гипотез; статистическое планирование эксперимента; получение зависимостей на основе корреляционного анализа и содержат порядок выполнения работы, варианты индивидуальных заданий, необходимые расчетные формулы и справочные таблицы, контрольные вопросы.
Практическое занятие является завершенным, если качественно выполнены все его разделы, предусмотренные методическими указаниями; выполнены необходимые расчеты; заполнены требуемые таблицы и построены графики; получены математические модели; написаны выводы и сдан зачет по теоретической части.
2.1 Моделирование процесса резания методом линейного программирования Практическое занятие 1
Цель работы: для заданных условий обработки выбрать оптимальный режим резания, обеспечивающий максимальную производительность механической обработки. Выполнить геометрическую интерпретацию математической модели оптимального режима резания. Исходные данные взять из таблицы 2.1.
Таблица 2.1 – Исходные данные для выбора оптимального режима резания
№ вари-анта |
Вид тех-нологи-ческой опера-ции |
Обраба-тываемый материал |
Станок (мод) |
Диаметр до обра-ботки, мм |
Диаметр после обра-ботки, мм |
Длина обра-ботки |
Заданнаяшерохова-тость повер-хности, мм |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
точение |
Сталь 40Х |
1А616 |
98 |
90 |
270 |
Ra = 3,2 |
2 |
—//— |
Сч 24 |
16К20 |
107 |
100 |
360 |
Rz = 40 |
3 |
—//— |
Сч 21 |
16К20 |
130 |
126 |
450 |
Ra = 3,2 |
4 |
—//— |
Сталь 45 |
16К20 |
60 |
58 |
200 |
Rz = 40 |
5 |
—//— |
Сталь 20 |
1А616 |
44 |
40 |
120 |
Rz = 20 |
6 |
—//— |
Сталь 5 |
16К20 |
75 |
70 |
100 |
Ra = 2,5 |
7 |
—//— |
Сталь 45 |
16К20 |
98 |
92 |
250 |
Rz = 40 |
8 |
—//— |
Сталь 50 |
16К20 |
185 |
180 |
440 |
Ra = 3,2 |
9 |
—//— |
Бр АЖ-9-4 |
1К62 |
107 |
100 |
400 |
Ra = 2,5 |
10 |
—//— |
Сталь 20ХН |
16К20 |
45 |
40 |
150 |
Rz = 20 |
11 |
раста-чивание |
Сталь 45 |
16К20 |
90 |
95 |
60 |
Ra = 3,2 |
12 |
—//— |
Сталь ШХ15 |
1К62 |
102 |
105 |
80 |
Rz = 20 |
13 |
—//— |
Сталь 5 |
16К20 |
60 |
65 |
30 |
Ra = 3,2 |
14 |
—//— |
Бр АЖ-9-4 |
16К20 |
110 |
120 |
80 |
Rz = 6,3 |
15 |
—//— |
Сталь 20ХН |
16К20 |
50 |
52 |
60 |
Ra = 3,2 |
16 |
—//— |
Сч 28 |
16К20 |
90 |
95 |
120 |
Rz = 40 |
17 |
—//— |
Сталь 30 |
16К20 |
45 |
50 |
80 |
Rz = 80 |
18 |
—//— |
Сч 15 |
16К20 |
30 |
35 |
20 |
Ra = 3,5 |
19 |
—//— |
Сталь 40Х |
16К20 |
100 |
105 |
120 |
Rz = 20 |
Продолжение таблицы 2.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
20 |
—//— |
Сталь ХВГ |
1А616 |
80 |
82 |
55 |
Ra = 3,2 |
21 |
—//— |
Сталь 9ХС |
1А616 |
57 |
61 |
80 |
Rz = 20 |
22 |
—//— |
Сталь 50 |
16К20 |
85 |
95 |
100 |
Ra = 3,2 |
23 |
—//— |
Сталь 20ХН |
16К20 |
60 |
62 |
75 |
Ra = 3,2 |
24 |
—//— |
Сталь 5 |
1К62 |
120 |
125 |
100 |
Rz = 20 |
25 |
—//— |
Сч 36 |
1К62 |
130 |
136 |
120 |
Ra = 3,2 |
2.1.1 Содержание работы
Расчёт оптимального режима резания производят в следующей последовательности:
1 Определяют режущую способность резца, которая выражается скоростью резания
 ,
,
Отсюда
 ,
(2.1)
,
(2.1)
где t – глубина резания, мм;
S
– подача,
 ;
;
Т – стойкость, мин;
 – постоянный
коэффициент, учитывающий условия
обработки;
– постоянный
коэффициент, учитывающий условия
обработки;
 – поправочный
коэффициент;
– поправочный
коэффициент;
m, ,
, – показатели степени.
– показатели степени.
2 Определяют эффективную мощность станка
 .
.
где РZ – главная составляющая силы резания.
Выразив RZ и V через D и n получим
 ,
,
отсюда
 ,
(2.2)
,
(2.2)
где СР , kP – коэффициенты в формуле РZ.
3 Определяют допустимую величину шероховатости обработанной поверхности
 ,
,
Отсюда
 ,
(2.3)
,
(2.3)
где r –радиус при вершине резца, мм;
φ – главный угол в плане, град;
φ1 – вспомогательный угол в плане, град;
СR – постоянный коэффициент, учитывающий условия обработки;
 – допустимая высота микронеровностей,
мкм.
– допустимая высота микронеровностей,
мкм.
4 Определяют оптимальную силу, допускаемую прочность слабого звена механизма подачи станка
 ,
,
Отсюда
 .
(2.4)
.
(2.4)
5 Устанавливают следующие ограничения:
– минимальная
подача станка ![]() ,
(2.5)
,
(2.5)
– максимальная
подача станка  ,
(2.6)
,
(2.6)
– минимальная
частота вращения шпинделя станка , (2.7)
, (2.7)
– максимальная
частота вращения шпинделя станка ,
(2.8)
,
(2.8)
Для
того, чтобы производительность
 была максимальной, т.е.
была максимальной, т.е.
 ,
необходимо чтобы произведение
,
необходимо чтобы произведение
 было максимальным.
было максимальным.
6 В качестве оценочной принимают функцию
![]() .
(2.9)
.
(2.9)
7 Чтобы систему ограничений и оценочную функцию привести к линейной форме, логарифмируют полученные выражения, предварительно умножив, для удобства вычисления, в первых шести и последнем выражении подачу на 100. Получим
 ; (2.10)
; (2.10)
 ; (2.11)
; (2.11)
 ; (2.12)
; (2.12)
 ; (2.13)
; (2.13)
 ; (2.14)
; (2.14)
 ; (2.15)
; (2.15)
 ; (2.16)
; (2.16)
 ; (2.17)
; (2.17)
 . (2.18)
. (2.18)
8
Обозначим
![]() ,
,
![]() и правые части выражения через b
c
соответствующими индексами, получим
математическую модель оптимального
режима резания.
и правые части выражения через b
c
соответствующими индексами, получим
математическую модель оптимального
режима резания.

![]()
![]()
![]()
 (2.19)
(2.19)



![]()
 .
(2.20)
.
(2.20)
9
Геометрическая интерпретация
математической модели представлена на
рисунке 1.1. В координатной системе
 линии 1-УШ соответственно изображают
уравнения ограничивающих зависимостей.
Штриховой линией 1Х, наклонённой к оси
абсцисс под углов 45°, изображена оценочная
функция, подлежащая оптимизации. Когда
прямая попадёт в точку А многоугольника,
линейная форма оценочной функции будет
иметь минимальное значение. При дальнейшем
перемещении линейная форма будет расти
и достигнет максимума в точке С,
координаты которой
линии 1-УШ соответственно изображают
уравнения ограничивающих зависимостей.
Штриховой линией 1Х, наклонённой к оси
абсцисс под углов 45°, изображена оценочная
функция, подлежащая оптимизации. Когда
прямая попадёт в точку А многоугольника,
линейная форма оценочной функции будет
иметь минимальное значение. При дальнейшем
перемещении линейная форма будет расти
и достигнет максимума в точке С,
координаты которой
 и
и
 .
.
10
Определяют координаты вершины
многоугольника, для которой их сумма
имеет максимальную величину ( .
.
Так
как
![]() ,
,
![]() ,то
,то
![]() ,
,
 ,
,
где е – основание натурального логарифма.
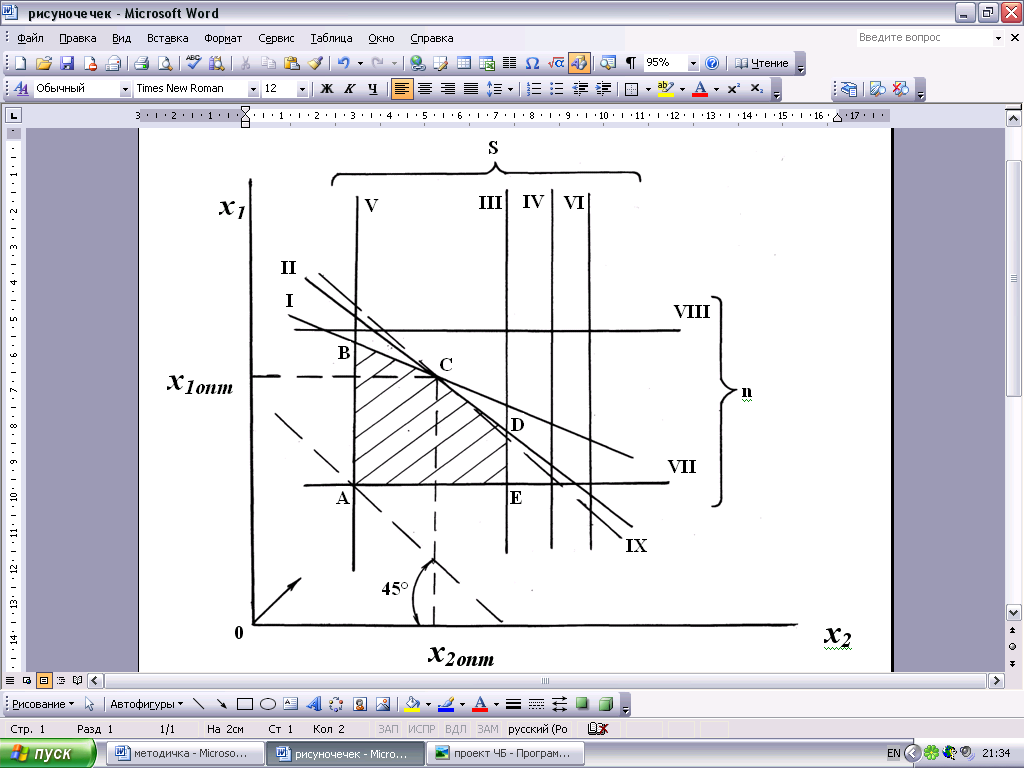
Рисунок 2.1 – Геометрическая интерпретация математической модели оптимального режима резания