

7.2.3 Нарізання зовнішніх різей плашками
Плашки застосовують для нарізання на зовнішній поверхні кріпильної нарізі трикутного профілю. Іноді плашки застосовують для калібрування нарізі великого кроку, попередньо виготовленої різцем. Плашка (рис.7.2, [4]) являє собою гайку, виготовлену з інструментальної сталі, яка перетворена в інструмент. У цій гайці, в залежності від її розмірів, просвердлено 3—8 стружкових отворів, які перетинають різь. На перетині поверхонь отворів з поверхнею різі утворюються різальні гребінки, які мають забірний конус, що виконує головну роботу різання. Циліндрична частина плашки — є калібрувальною (5—6 ниток), вона відповідає за розміри і чистоту різі.
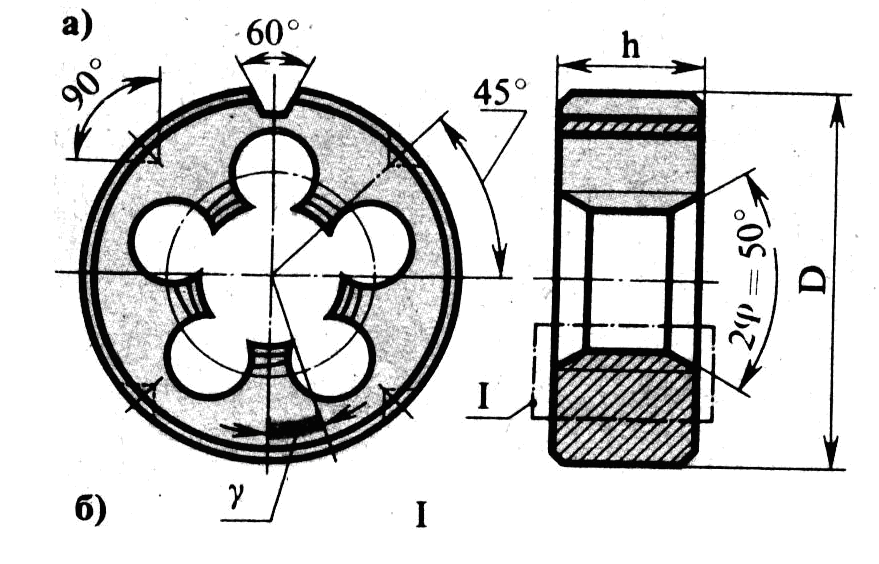

Рисунок 7.2 – Різенарізна плашка
а — вид плашки в плані,
б — елементи гребінкі плашки,
в — розрізна регульована плашка,
г — закріплення плашки в плашкотримачі: 1 — затискні гвинти, 2 — регулюючий гвинт, 3 — плашкотримач, 4 — плашка, 5 – різальна частина, 6 – калібрувальна частина, 7 – проріз регулюємої плашки
Плашки використовують з двох сторін: після зносу забірного конуса з однієї сторони плашку повертають у плашкотримачі і роботу ведуть іншою стороною. На торці плашки маркірують розмір різі і матеріал плашки.
Різенарізна плашка кріпиться в ручному плашкотримачі - воротку (рис.7.3, а) або в самоустановлювальному плашкотримачі (рис.7.3, б), що вставляється в піноль задньої бабки [4].
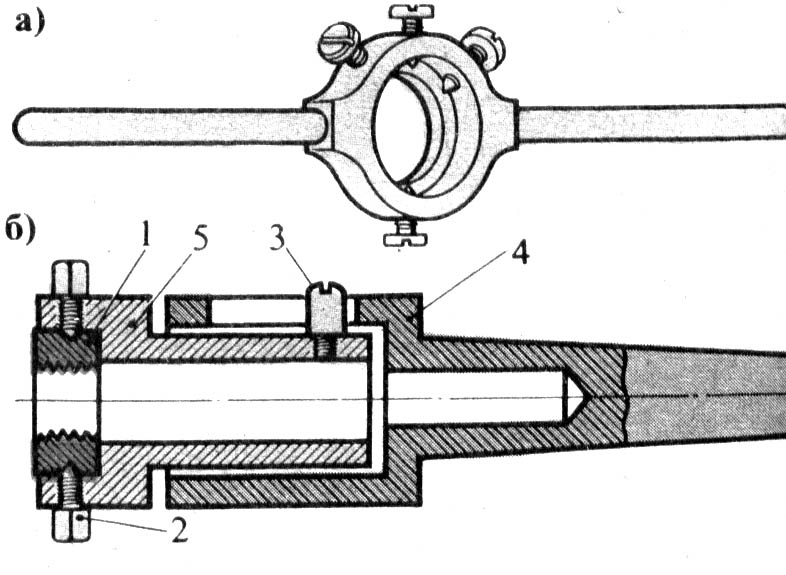
Рисунок 7.3. - Плашкотримачі:
а – ручний,
б – самоустановлювальний, який кріпиться в задній бабці верстату:
1 – плашка, 2 – гвинт, 3 – штифт, 4 – корпус, 5 – плашкотримач
У залежності від зносу плашки і в'язкості металу заготовки розмір різі можна регулювати по середньому діаметру, для чого на плашці роблять проріз і регулюють гвинтами 1, 2 плашкотримача (див. рис. 7.2).
При нарізанні різі плашкою, закріпленою в ручному плашкотримачі, плашку підводять до заготовки, підпираючи його торцем пінолі задньої бабки; рукоятка плашкотримача упирається в супорт. Після нарізання двох-трьох витків подальша подача плашки відбувається само затягуванням (рис. 7.4).

Рисунок 7.4 - Виготовлення різі плашкою із застосуванням опорної планки:
1 – плашка, 2 – державка, 3 – опорна планка, 4 – заготовка
Стрижень під нарізання плашкою обточують на діаметр менший, чим діаметр різі, для компенсування деякого видавлювання металу. Рекомендовані розміри діаметрів під нарізання приведені в довідковій літературі [22].
Перед початком нарізування на кінці заготовки варто проточити фаску для полегшення заходу плашки. Нарізування плашками виконують зі швидкістю різання 2—4 м/хв по сталі і чавуну і до 10 м/хв по кольорових металах.
По такому ж принципу, як і плашки, працюють різенарізні головки (рис. 7.5, а, б) [4].


Рисунок 7.5 - Різенарізна головка: а — загальний вигляд, б — схема роботи гребінок: 1 — корпус, 2 — дискова гребінка, 3 — рукоятка механізму розкриття головки, lз – зона заточки гребінки
У корпусі головки маються радіальні пази, у яких ковзають кулачки із закріпленими на них нарізними дисковими гребінками 2. Корпус головки закріплюється хвостовиком у задній бабці. Подачу для врізання гребінок здійснюють маховичком задньої бабки. Подальша подача головки відбувається самозатягуванням. Швидкість нарізуванні головками 15÷20 м/хв. Після нарізування різі на повну довжину головку розкривають поворотом рукоятки 3 (гребінки радіально розходяться) і відводять від нарізаного стержня без вигвинчування.