

4.5 Электрическое соединение методом накрутки
Электрическое соединение методом накрутки - процесс создания электрического соединения путём навивки, под натягом, определённого числа витков одинакового провода на штыревой вывод с острыми кромками. Под действием приложенного усилия происходит разрушение активных плёнок на соединяемых поверхностях и врезание острых граней вывода в провод. При монтаже накруткой применяется три вида соединения:
не модифицированное,
модифицированное,
бандажное
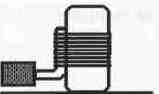
В)
Рисунок 6 - Соединение накруткой
а) - не модифицированное; б) – модифицированное; в) - бандажное
Модифицированное соединение от не модифицированного отличается тем, что кроме витков оголённого провода имеется один - два витка провода в изоляции, что уменьшает усталостные напряжения и повышает надежность. В бандажном соединении соединяемый элемент (провод) располагается вдоль вывода и на них накручивается несколько витков бандажной проволоки (не менее 8-10). Применяют одножильные медные провода диаметром 0.17-1.2 мм. На материал выводов - медь, латунь, бронзу, наносят покрытие из серебра, олова, олова-свинца. Вывод имеет острые кромки прямоугольной, квадратной формы, диаметр вывода (площадь поперечного сечения) в 1,5 раза больше сечения провода. Обычно 6-7 витков при накрутке на прямоугольный вывод. Электромонтаж методом накрутки состоит из трёх этапов:
Подготовительного
Накрутки
Контроля
Накрутку получают с помощью валика навивки при его вращении с проводом и продольном перемещении вдоль вывода. Подготовка заключается в снятии изоляции с проводов механическим или термомеханическим способом на заданную длину. Второй этап начинается с заправки провода в боковое отверстие валика навивки. Валик ориентируется относительно вывода, надвигается на вывод, вращение валика производится вручную или от двигателя. Производительность - 30-50 соединений. Контроль производиться визуально, динамометром - усилие стягивания, и замер переходного сопротивления. Накрутка имеет широкое применение при выполнении межблочного монтажа, электрического соединения блоков на рамах и стойках.
4.6 Соединение проводящими клеями
Электропроводящие клеи (контактолы) применяют при создании монтажных соединений в тех случаях, когда другие методы оказываются не эффективными: в труднодоступных местах, при ремонте ПП, при низкой термостойкости компонентов. Широко используются контактолы при изготовлении гибридных ИС, микросборок и присоединении их подложек к корпусам микроблоков. Токопроводящие компаунды, контактолы изготавливаются на основе эпоксидных смол холодного и горячего отверже-ния, полиуретана, силикона и неорганических соединений. В качестве наполнителя используют мелкозернистый (1-2 мкм) порошок золота, серебра, палладия, никеля, меди, алюминия, графита. Из выпускаемых промышленных клеев используются:
КМ - 2 - эпоксидная смола и медь;
КГ - 2 - эпоксидная смола и графит;
ТПК - 34 - эпоксидная смола и серебро;
КН -1, КН - 2 - эпоксидная смола и никель. Адгезионные свойства определяются связующей основой (эпоксид-ной и др.), а проводимость - типом наполнителя. Контактол наносят с помощью шприца, что позволяет производить дозировку. Удельное сопротивление находится в пределах 10-2 – 6*10-4 Омсм, прочность - 3-7 МПа. Процесс склеивания состоит из следующих операций:
Подготовка поверхности
Нанесение клея
Подсушивание (открытая выдержка)
Отвердение клеевых соединений.
Подготовка поверхности заключается в обезжиривании и промывке в ацетоне, бензине и водных растворах моющих средств. Признаком чистой поверхности является сохранение на ней сплошной плёнки воды в течении 1-2 минут. На прочность соединения влияет шероховатость Rа=1-2,5 мкм. Клеи наносятся кисточкой, пульверизатором или погружением. Толщина наносимой плёнки в пределах 0,05 – 0,25 мм. Подсушивание клея необходимо для удаления растворителя. Клеи, не содержащие растворителей, не требуют открытой выдержки. Соединение выполняется под давлением с помощью струбцин - пружин с зажимами. Время, необходимое для достижения определённой прочности является временем отверждения.