

10.6. Отдушина с сеткой


10.7. Пробки к маслоспускным отверстиям

Под цилиндрическую пробку ставят уплотняющую прокладку из кожи, маслостойкой резины, алюминия или меди. Надежнее уплотняет коническая резьба.
Маслоспускное отверстие выполняют на уровне днища или несколько ниже его. Желательно, чтобы днище имело наклон 1 — 2о в сторону маслоспускного отверстия.
Для облегчения отделения крышки от основания корпуса при разборке на поясе крышки устанавливают два отжимных болта (см. рас. 10.18).
Подшипники закрывают крышками глухими и сквозными, через которые проходят концы валов. По конструкции различают крышки врезные и на винтах (см. гл. IX); материалом служит обычно чугунное литье СЧ 10 или СЧ 15.
Редуктор и электродвигатель обычно устанавливают на литой плите или на сварной раме. Диаметр фундаментные болтов и их число выбирают по табл. 10.3.
При конструировании корпусов редукторов в некоторых случаях стремятся к устранению выступающих элементов с наружных поверхностей (рис. 10.22). Бобышки подшипниковых гнезд убирают внутрь корпуса; крепежные болты размешают в нишах, располагая их вдоль длинных сторон (там, где есть бобышки). Крышки подшипниковых гнезд врезные.
§ 10.3. Установочные рамы и плиты
При монтаже следует соблюдать определенные требования точности: положения одной сборочной единицы относительно другой, например электродвигателя и редуктора. Для обеспечения этого требования механизмы привода устанавливают на сварных рамах или литых плитах. Рамы выполняют сварными из листовой стали (рис. 10.23) и профильного проката - уголков или швеллеров (рис. 10.24). На рис. 10.25 показана литая плита из серого чугуна СЧ 15.
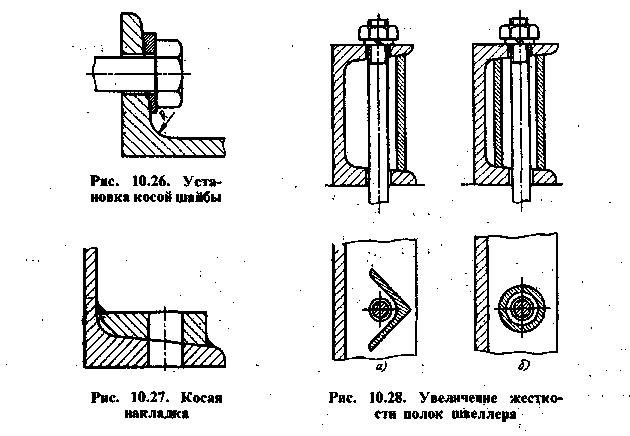
При выполнении сварных рам из швеллеров их располагают для удобства постановки болтов полками наружу. На внутреннюю поверхность полки накладывают косые шайбы (по ГОСТ 10906-78) или наваривают косые накладки, которые выравнивают опорную поверхность под головки болтов (pис. 10.26. и 10.27).
Опорные поверхности — платики, на которые устанавливают редукторы и электродвигатели, создаются привариванием узких полосой стали высотой 5 — 6 мм.
В случаях, когда болт проходит через обе полки швеллера, жесткость увеличивают ребрами, угольниками (рис. 10.28, а) или трубками (рис. 10.28, б).

Рис. 10.23. Установка привода на сварной раме из листовой стали
1 – сварная рама; 2 – червячный редуктор; 3 – муфта; 4 - электродвигатель


Так как рама при сварке коробится, то все опорные поверхности, на которые устанавливают механизмы привода, обрабатывают после сварки.
Литые плиты дороже сварных рам и полому распространены меньше. Для облегчения плит без ослабления жесткости их делают пустотелыми и усиливают ребрами. Толщину стенок S чугунной плиты рекомендуют определять ориентировочно в зависимости от габарита отливки, обозначемого
![]()
где l – длина, b – ширина, h – высота плиты, м
N ………. 1 2 4 6 8
S, мм ….. 10 12 20 26 30
Опорные поверхности плиты должны обрабатываться, и их следует отделять от черных (необрабатываемых) поверхностей. Поэтому в этих местах толщину стенки надо увеличивать, предусматривая необходимые приливы, аналогичные платикам в сварных рамах.

Сборочные единицы крепят к плите болтами (рис. 10.29) или шпильками (рис. 10.30). Крепление шпильками затрудняет сборку, так кк требует, чтобы редуктор и электродвигатель устанавливались в сборе с муфтой. Крепление болтами позволяет устанавливать редуктор и электродвигатель последовательно.