

Составление уп
Составление УП — один из главных этапов подготовки производства при использовании оборудования с ЧПУ. Технолог- программист составляет УП на основании чертежа и технологического процесса обработки. При этом технологическая информация кодируется и наносится на перфоленту. Перфоленту затем передают в цех или программа составляется в цехе на рабочем месте. Наладчику, оператору станков с ЧПУ необходимо хорошо знать процесс подготовки УП, легко читать ее на перфоленте и уметь при необходимости внести в нее исправления.
На основании чертежа детали получают геометрическую информацию, т. е. размеры элементов детали, координаты их расположения и т. д. В соответствии с заданной точностью, шероховатостью поверхностей и другими требованиями составляют технологический процесс и формируют технологическую информацию для каждого перехода (вид инструмента, частоту вращения шпинделя, подачу и т. д.).
На основе геометрической и технологической информации по каждому переходу составляют УП. Высокая стоимость станка с ЧПУ и большая трудоемкость подготовки УП для них требуют — особенно тщательного решения вопросов подбора номенклатуры деталей, выбора рационального маршрута обработки, подбора режущего инструмента, режимов резания и т. д.
При определении последовательности обработки заготовки на токарном станке с ЧПУ следует также учитывать возможность концентрации обработки. Иногда целесообразно совмещать предварительную и окончательную операции в одну, так как станки с ЧПУ имеют повышенную жесткость и позволяют обеспечивать требуемую точность. Повышает производительность обработки применение поворотных патронов.
При разработке технологического процесса на станок с ЧПУ, устанавливая последовательность обработки, необходимо придерживаться принципа постоянства технологической базы. Способ базирования во многих случаях определяет порядок токарной обработки. Определяя последовательность операций, выбирают такую схему, которая обеспечит наиболее полную обработку детали с наименьшим числом установок и минимальным количеством требуемой для этого оснастки.
Подготовка уп
При подготовке УП следует учитывать и особенности процесса резания при обработке деталей на станках с ЧПУ. Особенностью токарной обработки на станках с ЧПУ является обработка криволинейных поверхностей. При этом изменяются: действительные углы в плане, силы резания, передний и задний углы инструмента.
Поскольку при обработке криволинейного контура действительные углы в плане меняются, величина шероховатости обработанной на станке с ЧПУ поверхности также меняется. При разработке технологического процесса, рассчитывая точность обработки и другие параметры, следует учитывать указанные закономерности обработки криволинейных контуров.
Подготовку УП делят на ручное и автоматизированное программирование. При ручном программировании сбор и упорядочение информации, нанесение ее на программоноситель осуществляет технолог-программист.
При автоматизированной подготовке УП ЭВМ выполняет кодирование информации, определение траектории перемещений инструмента, выбор режимов резания и др. Автоматизированная подготовка УП может осуществляться у станка, оснащенного микропроцессорным устройством ЧПУ. Особенно перспективным является способ задания УП с клавиатуры устройства ЧПУ в режиме диалога с расчетом режимов резания и хода обработки детали по типовым технологическим циклам, имеющимся в памяти микро-ЭВМ.
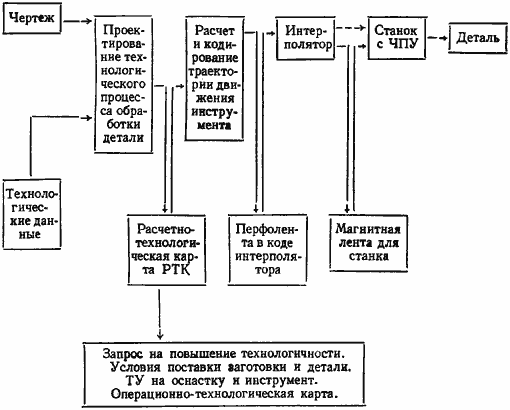
Рис. Технологическая схема подготовки программ для станков с ЧПУ.
Исходной информацией для первого этапа подготовки программы – проектирования технологического процесса – служит чертеж детали и технологические данные о станке, инструменте, оснастке и технологических приемах, применяемых при обработке.
На этапе проектирования технологического процесса решаются как общие технологические задачи, так и задачи, являющиеся специфическими для станков с ЧПУ.
Следующая задача – увязка траектории автоматического движения инструмента с системой координат станка с заданной исходной точкой обработки и положением заготовки. От решения этой задачи зависит равномерность припуска и точность изготовления деталей. Методы решения предусматривают применение специальных координатных плит, быстросменных приспособлений для базирования заготовки и оснастки.