

36. Сварочная дуга. Строения и условия устойчивости горения.
источником теплоты при дуговой сварке является сварочная электрическая дуга.
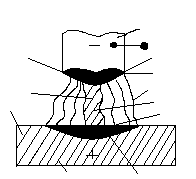
Сварочная дуга - это мощный и длительный электрический заряд между проводниками в ионизированной атмосфере газов и паров Ме. Образуется между Электродом и основным Ме или м./у двумя электродами. имеющими разность потенциалов. Сварочная дуга состоит из катодного пятна 2 , которая образуется на электроде 1ея, столба дуги 3, анодного пятна 4, образующегося на аноде (изделии) 5. на рисунке - сварочная дуг постоянного тока, на прямой полярности. В соответствии с частотой тока происходит много кратное изменение направления тока и смена катода и анода. для возникновения и горения дуги необходима ионизация дугового промежутка между катодом и анодом, , т.к. воздух в обычном состоянии не является проводником электричества. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. В большинстве случаев сварочные дуги горят в смесях многих газов и паров, включающих пары Ме, которые имеют различные потенциалы ионизации. Чем больше в этой смеси веществ с низким потенциалом ионизации, тем более устойчиво горит сварочная дуга.
Сопровождаются сложными физическими и химическими процессами. К физическим относят процессы, которые, изменяя физические свойства вещества, не изменяют строение элементарных частиц, не приводят к изменению его химических свойств. Химические - изменяют строение элементарных частиц, в результате получаются вещества с новыми ф/х свойствами.
С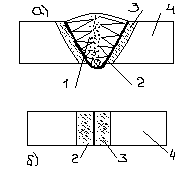 варное
соединение включает в себя сварной шов
1, в зону сплавления 2, где находится
частично оплавившиеся зерна Ме на
границы основного Ме и шва, зону
термического влияния 3, т.е. участок
основного Ме, не подвергшийся расплавлению,
структура и свойства которого изменились
в результате нагрева при сварке
плавлением и ли резке, основной Ме 4 (не
изменивший свойства при сварке).
варное
соединение включает в себя сварной шов
1, в зону сплавления 2, где находится
частично оплавившиеся зерна Ме на
границы основного Ме и шва, зону
термического влияния 3, т.е. участок
основного Ме, не подвергшийся расплавлению,
структура и свойства которого изменились
в результате нагрева при сварке
плавлением и ли резке, основной Ме 4 (не
изменивший свойства при сварке).
Соединение, выполненное сваркой давлением в твердом состоянии состоит из зоны соединения 2, где образовались межатомные связи соединяемых частей, зоны термомеханического влияния 3, основного Ме 4.
В формировании структуры , и свойств сварного соединения при сварке плавлением определяющая роль принадлежит тепловым процессам, при сварке давлением - пластической деформации.
37. Источники питания сварочной дуги. Классификация и требования к источникам питания.
Источником теплоты при дуговой сварке является сварочная дуга - устойчивый электрический разряд в сильно ионизированной смеси газов и паров Ма, используемых пи сварке, и характеризуемый высокой плотностью тока и высокой температурой.
Для обеспечения устойчивости горения дуги источники питания для у дуговой сварки должны обладать след. требованиями:
1. иметь напряжение холостого хода, (не более 80-90 Вт).2. Обладать достаточной мощностью для выполнения сварочных работ. 3. Обеспечивать трк ок короткого замыкания, не превышающий установленных значений (чтобы источник питания выдерживал продолжительные короткие замыкания сварочной цепи без перегрева и повреждения обмотки, при достаточной стабильности процесса).4. Обладать хорошими динамическими свойствами, т.е. обеспечивать быстрое восстановление напряжения дуги после коротких замыканий. 5. иметь устройства для плавного регулирования силы сварочного тока.6. Обладать заданной внешней характеристик Для питания сварочной дуги применяют источники переменного тока - сварочные трансформаторы и источники постоянного тока - сварочные генераторы с приводом электродвигателя (сварочные преобразователи) , сварочные генераторы с приводом от двигателя внутреннего сгорания (сварочные агрегаты) и полупроводниковые сварочные выпрямители.
Сварочные трансформаторы благодаря своим технико-экономическим показателям имеют преимущества по е и сравнению с источником постоянного тока. Они проще в эксплуатации, долговечнее, обладают более высоким КПД.
Источники постоянного тока предпочтительнее с технологической точки зрения. При их применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях.