

22 Литье по выплавляемым моделям
Литье по выплавляемым моделям – процесс получения отливок из расплавленного Ме в формах, рабочая полость к-рых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Выплавляемые модели изготавливают в пресс-формах из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в холодную воду.
З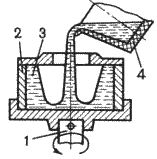 атем
модели собираются в модельные блоки с
общей литниковой системой припаиванием,
приклеиванием или механическим
креплением. Формы изготавливают
многократным погружением модельного
блока в специальную жидкую огнеупорную
смесь 5,
налитую в
емкость 4
с последующей обсыпкой кварцевым
песком. Затем модельные блоки сушат на
воздухе или в среде аммиака. Обычно
наносят 3…5 слоев огнеупорного покрытия
с последующей сушкой каждого слоя.
атем
модели собираются в модельные блоки с
общей литниковой системой припаиванием,
приклеиванием или механическим
креплением. Формы изготавливают
многократным погружением модельного
блока в специальную жидкую огнеупорную
смесь 5,
налитую в
емкость 4
с последующей обсыпкой кварцевым
песком. Затем модельные блоки сушат на
воздухе или в среде аммиака. Обычно
наносят 3…5 слоев огнеупорного покрытия
с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды.
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. После затвердевания залитого Ме и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и др. отраслевой промыш-ти. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
23 Литье в оболочковые формы25. Литье в металлические формы
Особенность - многократное использование форм. К методам литья в постоянные формы можно отнести:
1. Кокильное литье. Кокиль представляет собой метал. литейную форму из чугуна, стали, реже цветных сплавов, в полость которой расплав подается под действием силы тяжести. Особенности: окраска рабочей поверхности, кокиль подогревают до определенной температуры, неподатливость и газонепроницаемость формы, интенсивный теплообмен - плотная мелкозернистая структура в отливках.
2. Литье под давлением. Бывает компрессорное и поршневое (под низким давлением с холодной камерой прессования). - с горизонтальной камерой прессования и вертикальной (горячая и холодная).
3. Центробежное литье. Заполнение, затвердевание и остывание происходит под действием центробежных сил. Формы предварительно подогревают до 250-350 оС, затем наносят огнеупорное покрытие. Получают плотные отливки с дисперсной структурой.
4. Непрерывное литье. Получение непрерывной подачи отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки.
5. Литье вакуумным всасыванием. Отливки типа втулок, заготовок зубчатых колес, гильз и т.д. Высокий выход годного материала.
6. Литье выжиманием. Для получения тонкостенных панельных отливок (2..5 мм)
7. Литье методом жидкой прокатки.Литье+ прокатка. Для изг. лент и листов из чугуна, алюминия, свинца и др.
8. Литье намораживанием. (2 метода) 1 метод - на поверхность Ме помещ. плита из огнеуп. материала, в кот. вырезано отверстие с профилем.2 - намораживание Ме на внутренних или наружных стенках кристаллизатора.
9. Электрошлаковое литье. Получение отливок в водоохлаждаемой Ме форме путем приготовления жидкого металла непосредственно в ее полости методом электрошлакового переплавления расходуемого электрода.
26. Электрошлаковое литье.
Получение отливок в водоохлаждаемой Ме форме путем приготовления жидкого металла непосредственно в ее полости методом электрошлакового переплавления расходуемого электрода. Кристаллизатор повторяет наружную конфигурацию получаемой отливки.
1 – переплавляемый электрод, 2 – шлаковая ванна, 3 – капли жидкого Ме, 4 – Ме ванна, 5 – шлаковая корочка, 6 – слиток, 7 – металлический кристаллизатор, 8 – затравка-анод.
В начале в форму-кристаллизатор заливается расплавленный шлак, в него погружают нижние концы расходуемых электродов того же состава, что и будущая отливка. Ч/з систему форма - шлак - электрод пропускается ток под напряжением 45..60 В. В литейной форме происходит и расплавление Ме. и его рафинирование.
Этот способ получения плотных, неоднородных по составу отливок с низким содержанием газов и неМе примесей. Масса получаемой отливки до 300т, это прокатные валки, детали атомных и тепловых двигателей и т.д.