

51.Порошковая металлургия. Сущность процесса получения деталей. Область применения
Сущность порошковой металлургии заключается в производстве порошков и изготовлении из них изделий, покрытий или материалов многофункционального назначения по безотходной технологии. Порошки получают из Ме и неМе сырья, а также вторичного сырья машиностроительного и металлургического производства. Технологический процесс производства и обработки изделий и материалов методами порошовой металлургии включает получение порошков, их формование в заготовки, спекание (температурную обработку) и при необходимости окончательную обработку (доводку, калибровку, уплотняющее обжатие, термообработку).
Способы производство подразделяются на механическое (без измельчения химического состава), физико-химические и комбинированные. Механическое измельчение компактных материалов осуществляют путем дробления, размола или истирания в специальных агрегатах – мельницах, диспрегирование (распыление) порошков из расплавов.
Физико-химические методы связаны с изменением химического состава исходного материала в результате ф/х превращений. Ме порошки получают восстановлением Ме из оксидов, солей, ангидридов активным веществом (водородом, магнием, алюминием,). Восстановление осущ. в газовой фазе, из расплава, в плазме. Также получают электролизом водных растворов и расплавов,. Композиционные порошки получают механическим легированием в энергоемких размольных агрегатах.
Аморфные материалы – изготавливают магнитные краны, трансформаторы, электроприборы. Твердые сплавы используются в режущих и контрольно-измерительных инструментах, рабочих вставках. В порошковой металлургии используют для размольных тел и прессового инструмента.
Минералокерамику применяют для получистовой и чистовой обработки резанием чугунов, закаленных и улучшенных сталей, цветных и тугоплавких Ме при высоких скоростях резания (до 800 м/мин).
11. Раскисление стали.
Третий этап – раскисление стали заключается в восстановлении оксида железа, растворённого в жидком металле.
При плавке повышение содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает механические свойства стали, особенно при высоких температурах.
Сталь раскисляют двумя способами: осаждающим и диффузионным.
Осаждающее раскисление осуществляется введением в жидкую сталь растворимых раскислителей (ферромарганца, ферросилиция, алюминия), содержащих элементы, которые обладают большим сродством к кислороду, чем железо.
В результате раскисления восстанавливается железо и образуются оксиды: , которые имеют меньшую плотность, чем сталь, и удаляются в шлак.
Диффузионное раскисление осуществляется раскислением шлака. Ферромарганец, ферросилиций и алюминий в измельчённом виде загружают на поверхность шлака. Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. Следовательно, оксид железа, растворённый в стали переходит в шлак. Образующиеся при этом процессе оксиды остаются в шлаке, а восстановленное железо переходит в сталь, при этом в стали снижается содержание неметаллических включений и повышается ее качество .
В зависимости от степени раскисления выплавляют стали:
а) спокойные,
б) кипящие,
в) полуспокойные.
Спокойная сталь получается при полном раскислении в печи и ковше.
Кипящая сталь раскислена в печи неполностью. Ее раскисление продолжается в изложнице при затвердевании слитка, благодаря взаимодействию оксида железа и углерода: ,
Образующийся оксид углерода выделяется из стали, способствуя удалению из стали азота и водорода, газы выделяются в виде пузырьков, вызывая её кипение. Кипящая сталь не содержит неметаллических включений, поэтому обладает хорошей пластичностью.
Полуспокойная сталь имеет промежуточную раскисленность между спокойной и кипящей. Частично она раскисляется в печи и в ковше, а частично – в изложнице, благодаря взаимодействию оксида железа и углерода, содержащихся в стали.
Литье в оболочковые формы – процессс получения отливок из расплавленного Ме в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C. Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 и поворачивают на 1800. Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение, излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой снимается с бункера и прокаливается в печи при температуре 300…350°C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей. Аналогичным образом получают вторую полуформу.
Д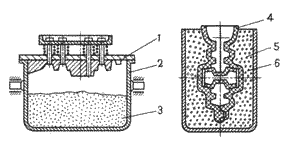 ля
получения формы полуформы склеивают
или соединяют другими способами (при
помощи скоб).
ля
получения формы полуформы склеивают
или соединяют другими способами (при
помощи скоб).
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 4 и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры 5 и засыпают чугунной дробью 6.
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.