

85.Пластинчатые питатели.
Пластинчатые питатели применяются для равномерной подачи материалов в камнедробилки, в дробильные вальцы и т. п. машины.
Различают питатели тяжелого типа, предназначенные для подачи материала в кусках размером до 1300 мм, и нормального типа для подачи кусков размером до 400—500 мм. Питатели тяжелого типа допускают падение на них материала со сравнительно большой высоты.
Пластинчатый питатель (рис. 186) представляет собой непрерывную ленту из звеньев / с бортами 2 в звеньях, соединенных между собой стяжками (пальцами) 3, на концах которых установлены ролики 4, входящие во впадины приводных 5 и натяжных 6 звездочек. Лента натягивается при посредстве двух винтов 7 и поддерживается верхними 8 и нижними 9 барабанами.
Привод питателя состоит из электродвигателя, клиноременной передачи, редуктора, цепной передачи, передающей вращение звездочке 10 и далее через зубчатую цилиндрическую передачу 11 приводному валу 12.
Питатели устанавливаются наклонно, при этом стандартный угол принят равным 15°. Бункер для питателя изготовляется с таким расчетом, чтобы задняя его стенка имела угол наклона в 55°, а боковые стенки — 48°. Величины углов могут несколько отклоняться от указанных с тем, однако, условием, чтобы угол пересечения задней и боковой стенок был бы не меньше угла естественного откоса.
Основными размерами пластинчатого питателя являются ширина ленты и высота бортов.
Выбор размеров ленты производится с учетом потребной производительности и объемной массы материала, величины рабочей скорости, размеров кусков материала, степени равномерности питания и зависящего от нее коэффициента заполнения сечения ленты.
Рабочая скорость ленты принимается для питателей тяжелого типа в пределах 0,05—0,25 м/сек, а для питателей нормального типа — 0,025— 0,15 м/сек.
Производительность пластинчатого питателя с брртами подсчитывается по формуле
 кг/ч,
(750)
кг/ч,
(750)
гдеВ— расстояние между бортами, м;
h— высота бортов, м;
v—скорость движения ленты, м/сек;
γо6— объемная масса материала, кг/м3;
ψ — коэффициент заполнения сечения ленты, ψ=0,75—0,8.
При выборе ширины ленты необходимо учитывать величину наибольшего размера поступающих кусков. Если количество особо крупных кусков не превышает 10% от общей массы, то рекомендуется ширину ленты принимать равной примерно 1,8—2,5 размера наибольших кусков.
Высота бортов практически принимается равной (0,06—0,09) В.
Суммарное тяговое усилие на пластинчатом питателе равно
Wo6щ=W1+W2+W3 н, (751)
где W1 — сопротивление движению груженой ветви, н;
W2— сопротивление движению холостой ветви, н;
W3— сопротивление движению при перегибе цепей на приводных и натяжных роликах.
Для наклонно установленного питателя получим
 н, (752)
н, (752)
где q1 — сила тяжести материала, приходящаяся на 1 пог. м ленты, н/м;
q2— сила тяжести 1 пог.мленты, н/м;
L— длина питателя, м;
β — угол установки питателя, град;
ω — коэффициент тяги;
 (7б3)
(7б3)
k— коэффициент, учитывающий сопротивление движению от трения реборд роликов о направляющие, k=l,5;
f— коэффициент трения скольжения в ступице ролика, f=0,25;
d— наружный диаметр втулки ролика, м;
μ — коэффициент трения качения роликов по направляющим, μ=0,001 м.
D— диаметр ролика, м;
 н,
(754)
н,
(754)
 н.
н.
Мощность электродвигателя будет равна
 вт,
(755)
вт,
(755)
где v— скорость движения ленты, м/сек;
η — к. п. д. привода.
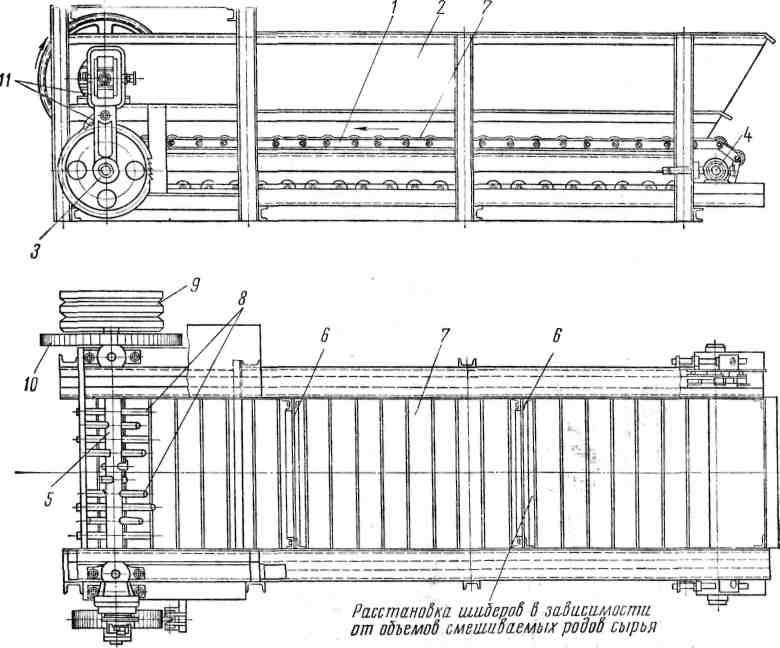
Рис. 187. Яшичный подаватель
Второй тип пластинчатого питателя — ящичный, подаватель, применяемый на керамических заводах для приема глины из автосамосвалов или и вагонеток и последующей равномерной подачи ее в перерабатывающие машины,— представлен на рис. 187. Он состоит из пластинчатой ленты 1, ящичного корпуса 2, ведущего 3 и натяжного 4 валов, вала 5 с билами у приводного устройства. Корпус питателя представляет собой сварной каркас прямоугольной формы, обшитый с внутренней стороны металлическими листами. В вертикальных направляющих корпуса установлены шиберы 6, разделяющие корпус на три отсека.
В каждый из отсеков подается по одному компоненту (глина, песок, опилки и т. п.). Шиберы по высоте устанавливаются с таким расчетом, чтобы нижний обрез его вместе с лентой образовывал окно для прохода материала. При этом учитывается, что первое по ходу окно должно пропустить определенное количество массы из первого отсека, второй шибер устанавливается так, чтобы в образованное им окно прошла вся масса, поступающая из первого отсека, плюс порция из второго отсека и т. д.
Пластинчатый транспортер состоит из двух бесконечных тяговых пластинчато-роликовых цепей, к которым приварены плоские поперечные пластины 7. Для предотвращения просыпания массы пластины расположены таким образом, что перекрывают друг друга, а вдоль корпуса подавателя укреплены резиновые полосы, перекрывающие зазор между лентой и корпусом. На ведущем и натяжном валах закреплены по две звездочки для тяговых цепей.
Для разбивания крупных комьев глины служат билы 8.
Привод ящичного питателя осуществляется от электродвигателя через редуктор, клиноременную передачу 9, зубчатую передачу 10 и кулисно-храповой механизм 11. В новейших конструкциях привод выполняется без кулисно-храпового механизма.
Ящичные питатели изготовляются с расстоянием между центрами приводного и натяжного валов в 3,5 и 5 м.