

Занятие 6 лекция 5 Виды сварок и их характеристики.
Ручная электродуговая сварка
Электродуговая сварка – наиболее распространенный способ соединения металлических деталей, использующий тепло электрической дуги. Электрическая дуга представляет непрерывный поток электронов и ионов образующихся между двумя электродами в той или иной среде как постоянным, так и переменным токами.
Температура электрической дуги зависит от материала электродов; при угольных электродах она составляет на катоде около 3200° С, на аноде – около 3900° С; при металлических электродах – соответственно 2400 и 2600° С. В центре дуги, по ее оси, температура достигает 6000–7000° С.
При электродуговой сварке на нагревание и расплавление металла используется 60–70% тепла. Остальное его количество (30–40%) рассеивается в окружающем пространстве.
На рис. 1.3.3. изображена схема ручной дуговой сварки. Дуга возникает при пропускании тока между металлическим (проволочным) электродом 4 и основным металлом I. Дуговой разряд (пламя дуги) имеет форму расширяющегося к поверхности изделия столба, у основания которого в толще изделия образуется кратер дуги или сварочная ванна 3. Для зажигания (возбуждения) дуги электрод под током соприкасают с изделием. Вследствие высокой плотности тока в месте контакта конец электрода и соприкасающийся с ним участок изделия сильно нагреваются. Эго обеспечивает образование дугового разряда в момент отвода электрода от поверхности изделия.
Под влиянием автотермоэлектронной эмиссии конец электрода и находящийся под ним участок изделия расплавляются, на изделии возникает сварочная ванна, в которую по каплям стекает расплавленный металл 6 с электрода 4. Пространство между оплавляющимся торцом электрода и поверхностью сварочной ванны заполняется раскаленной средой, представляющей смесь частично ионизированного воздуха, паров металла и обмазки 5, которые
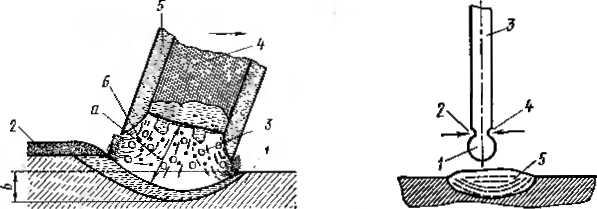
Рис. 1.3.3. Схема ручной дуговой Рис. 1.3.4. Дефор-
сварки (стрелкой показано пере- мация капли ме-
Мещение электрода) талла
образуются при высоких температурах в процессе взаимодействия материала электрода и его обмазки 5 с воздухом. Электрод, перемещаясь в направлении стрелки, оставляет слой наплавленного металла 2.
Устойчивое горение, необходимое для высокого качества сварки, достигается при длине дуги а — 3–5 мм. Величину проплавления свариваемого металла называют глубиной сварки.
Обычно в сварочную ванну с электрода в виде капель стекает до 90% всего металла плавящегося электрода; остальной металл не достигает сварочной ванны вследствие частичного разбрызгивания, испарения и окисления и уходит в окружающую среду.
При любом способе сварки и положения шва в пространстве металл всегда переходит с электрода на изделие в виде капель (рис. 1.3.4). Капли жидкого металла переносятся от электрода 3 к сварочной ванне 5 в результате совместного действия силы тяжести, сил поверхностного натяжения, давления образующихся в металле газов и сжимающего действия электромагнитных сил 2 на металл (пинч-эффект), способствующих образованию шейки 4.
Силы поверхностного натяжения придают каплям сферическую форму, доводя их размер перед отрывом до критической величины. Это облегчает стекание капель в ванночку.
Автоматическая электродуговая сварка.
Сварка под флюсом. При автоматической дуговой сварке управление электрической дугой, подачу присадочного материала и флюсов, установку и передвижение каретки вдоль шва осуществляют специальные механизмы.
Схема установки и процесс автоматической сварки горизонтального стыкового шва электродной проволокой под слоем флюса показаны на рис. 1.3.5.
Под автоматом располагают изделие, подготовленное под сварку. Ток от источника питания {обычно переменный) подводят к свариваемому изделию и к сварочной головке. При сварке на подготовленные кромки изделия впереди электрода насыпается флюс из бункера. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется жидкая металлическая сварочная ванна, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом. Дуга горит под слоем флюса и, следовательно, без доступа воздуха. Нерасплавившийся флюс отсасывается шлангом в бункер. Шов имеет ровную мелкочешуйчатую поверхность серебристого цвета; сверху он покрыт коркой шлака, легко удаляемой с поверхности шва.
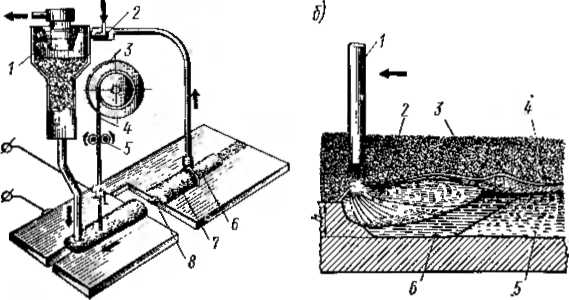
Рис. 1.3.5. Автоматическая дуговая сварка под флюсом:
а — схема установки: 1 — бункер, 2 — флюсоотсасывающее устройство; 3 — кассетa, 4 — электродная головка: 5 — подающий механизм сварочной головки; 6 —шлаковая корка; 7 — флюс; 8— сварной шов; б — процесс сварки; 1 — электрод, 2— газовый пузырь; 3—флюс: 4 — слой шлака; 5 — металл шва; 6 — ванна жидкого металла; h— глубина провара
При автоматической сварке под слоем флюса применяют ток до 3000–4000 А.
Применение автоматической дуговой сварки под толстым слоем флюса (сварка закрытой дугой) позволяет значительно увеличить мощность дуги (до 150 кВт и более); повысить производительность сварки в 5–10 раз по сравнению с ручной за счет глубокого проплавления основного металла; улучшить прочностные свойства и получить более чистый наплавленный металл, чем при ручной дуговой сварке. Это объясняется более полной защитой расплавленной ванны и лучшей металлургической обработкой расплавленного металла шлаком.
Возбуждаемая дуга расплавляет не только электрод и основной металл, но и часть флюса. Расплавленный металл электрода в виде отдельных капель перемешивается с расплавленным флюсом и оседает в сварочной ванне. Образующиеся при высокой температуре дуги паро- и газообразные вещества – продукты частичного испарения металла, разложения флюсов и остатки воздуха, находящегося в слое гранулированного порошкообразного флюса – создают вблизи дуги замкнутую газовую полость. Последняя изолирует дугу от атмосферного воздуха.
Большая плотность тока и направленное давление газов способствуют движению металла и шлака в расплавленной ванне, обеспечивают глубокий провар основногометалла и, в конечном итоге, высокие механические свойства.
Аргоно - дуговая сварка. Аргон – инертный газ – хранят и транспортируют в специальных стальных баллонах под давлением 15 МН/м2 (МПа). Для сварки меди и ее сплавов применяют аргон, содержащий кислорода до 0,02%, а для сварки низколегированных и хромоникелевых сталей – чистый аргон. При сварке алюминиевых и магниевых сплавов суммарное содержание примесей в аргоне может составлять от 0,05 до 0,1%. Аргоно-дуговую сварку осуществляют тремя способами: ручной сваркой неплавящимся (вольфрамовым) электродом; полуавтоматической и автоматической сваркой неплавящимся электродом; то же, плавящимся электродом.
Сварку неплавящимся электродом обычно ведут на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок. При сварке неплавящимся электродом дуга горит между вольфрамовым (или угольным) электродом и свариваемым изделием. В зону пламени дуги подается присадочный пруток, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну расплавленного металла. Сварка осуществляется специальной горелкой, в которой укреплен электрод . По каналу горелки в зону дуги подается аргон.
Сварку плавящимся электродом осуществляют проволокой диаметром 0,6–3,0 мм. Химический состав электродной проволоки выбирают в зависимости от свариваемого металла, требуемой прочности шва и т. д.
Аргоно-дуговую сварку применяют для толстостенных изделий из углеродистой и легированной стали и сплавов на основе алюминия, магния и титана.
Сварка в среде углекислого газа – наиболее экономичный способ сварки малоуглеродистых и среднелегированных сталей. Углекислый газ транспортируют в баллонах емкостью 40 дм3 под давлением 5—10 МН/м2 (Па). В таком баллоне содержится 25 кг жидкой кислоты, которая, испаряясь, образует 12,725 м3 углекислого газа. В пищевой углекислоте содержится не более 1,5% примесей, в том числе не более 0,1 % влаги.
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматической и автоматической. При этом можно использовать электродную проволоку диаметром 0,6—2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако следует учитывать, что при сварке некоторые элементы металла (С, Ti, Mg, Al, V и др.) выгорают. Для компенсации окислительного действия углекислого газа повышают содержание в электродной проволоке раскисляющих элементов (Мп, Si).
Для получения плотного, беспористого металла шва и уменьшения разбрызгивания металла при сварке необходимо поддерживать наиболее короткую дугу (1,5—4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее эффективна для соединения тонких деталей. При сварке деталей малой толщины (до 2 мм) напряжение на дуге должно быть примерно 22 В, ток 60—150 А, расстояние от сопла горелки до металла 7—14 мм. Для сварки деталей средней толщины принимают ток 250—500 А, напряжение на дуге 26—34 В, расстояние от сопла горелки до металла 15—25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной полярности. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 15—25 дм3/мин при рабочем давлении 50 кН/ма (кПа).
На полуавтоматических и автоматических установках скорость сварки достигает 60 м/ч.
Контактная электрическая сварка.
Контактная сварка – процесс соединения деталей нагревом их в месте контакта до пластического или жидкого состояния с применением одновременного или последующего сильного сжатия (осадки), обеспечивающего взаимодействие атомов металла.
Контактная сварка – один из высокопроизводительных способов сварки; она легко поддается механизации и автоматизации и ее широко применяют в машиностроении и строительстве.
На заводах, изготовляющих стержни для арматуры из углеродистой (СтЗ, Ст5) и низколегированной стали (25Г2с, 35Гс, 30Г2с), а также при монтаже каркасов, сеток и других арматурных конструкций применяют контактную сварку, которая обеспечивает высокую производительность.
По форме свариваемого соединения, определяющего тип сварочной машины, контактную сварку разделяют на стыковую, точечную и роликовую. При всех видах контактной сварки металл нагревается за счет выделения тепла при прохождении электрического тока по свариваемым деталям; количество этого тепла определяется известным законом Джоуля–Ленца.
Особенностью контактной сварки является применение кратковременных (доли секунды) импульсов сварочного тока большой силы (иногда до 100000 А) при напряжении 0,3–10 В. Такой режим сварки повышает производительность труда, экономит электроэнергию, снижает возможность окисления деталей, уменьшает зону термического влияния, позволяет управлять процессом тепловыделения и теплоотвода, т. е. процессом формирования соединения.
Машина для контактной сварки состоит из понижающего трансформатора; механизмов, обеспечивающих закрепление, создание усилий сжатия и перемещение свариваемых деталей; пульта управления.
Газовая сварка
При газовой сварке плавлением для местного нагрева соединяемых деталей используют тепло реакций горения газов в струе кислорода; при этом образуется факел пламени с очень высокой температурой. В момент расплавления основного металла в пламя вносят пруток из присадочного металла, который также плавится и образует вместе с основным расплавленным металлом сварное соединение.
Газовая сварка дает более плавный нагрев, чем дуговая. Газовую сварку широко используют при ремонте и изготовлении тонкостенных изделий из стали (толщиной от 0,2 до 5 мм) и сплавов цветных металлов, наплавочных работах, исправлении дефектов чугунного и стального литья.
В качестве горючих газов могут быть использованы ацетилен СгН2, водород Н2, природный газ (содержащий примерно 94% СН4,), нефтегаз, пары бензина и керосина. В сварочном производстве обычно применяют ацетилен; при горении в технически чистом кислороде он дает наиболее высокую температуру пламени (3150° С) и выделяет наибольшее количество тепла 48 МДж/м3 (11 470 ккал/м3). Ацетилен легче воздуха и кислорода. При содержании в воздухе 2,8—80% Q>H2 образуется взрывчатая смесь. Воспламеняется ацетилен при 420° С, становится взрывоопасным при сжатии свыше 0,18 МН,ма (МПа),' а также при длительном соприкосновении с медью и серебром.
Ацетилен получают из карбида кальция при взаимодействии последнего с водой. Реакция протекает с выделением значительного количества тепла.
Плазменная сварка
При электродуговом разряде интенсивно разогревается и испаряется материал электродов. В этот момент между электродами продувают поток газа (аргона). Около электродов эти пары ионизируются и движутся от них с большой скоростью, образуя ярко светящуюся струю–плазму. Температура струи в 2–3 мм от торца электродов достигает 10 000°С. Поток плазмы по мере удаления от торца электрода теряет тепло и на расстоянии 6–8 мм имеет температуру около 6000–8000° С. Однако продувка газа (например, аргона) приводит к обжатию струи, энергия дуги концентрируется в ограниченном объеме, что ведет к повышению температуры до 10000–18000°С. Плазменной струей можно производить резку, наплавку тугоплавкими металлами (молибденом, танталом и т. д.). В современных дуговых газовых горелках мощность плазменной струи и напряжение дуги можно регулировать в зависимости от требуемых условий работы.
Лазерная сварка
Развитие техники требует разработки новых методов сварки. Одним из них является лазерная сварка, при которой используется световой луч высокой плотности оптического квантового генератора–лазера. Процесс лазерной сварки может протекать в любой пропускающей свет среде.
Температура луча столь высока, что его прямому воздействию ничего не может противостоять. Уменьшая диаметр луча, можно довести мощность до очень высоких значений. Лазерный луч гибок и способен преломляться призмами и зеркалами. Это позволяет сваривать любое место свариваемого изделия. Можно сваривать детали, помещенные внутрь герметически закрытого прозрачного объема, в котором создан вакуум.
Вопросы для самопроверки:
Какими свойствами обладает серый чугун и от каких факторов они зависят?
В чем состоят особенности изготовления отливок из высокопрочного чугуна?
Какими свойствами обладает ковкий чугун и в чем особенности получения отливок?
Как предупреждают усадочные раковины и трещины при изготовлении стальных отливок?
В чем особенности изготовления отливок из алюминиевых сплавов?
Какими литейными свойствами обладают магниевые сплавы и какие мероприятия предусматривают для получения качественных отливок?
Какие литейные сплавы на медной основе получили наиболее широкое распространение и как предупреждают образование дефектов в отливках?
Укажите особенности изготовления отливок из тугоплавких сплавов,
Что предусматривается для улучшения санитарно-гигиенических условий труда и оздоровления окружающей среды в литейных цехах?
Каковы требования технологичности к конструкциям сварных заготовок и узлов?
По каким критериям выбирают форму свариваемых элементов и тип сварного соединения?
Что необходимо учитывать при проектировании технологичных конструкций сварных заготовок и узлов?
Какие конструктивные и технологические мероприятия применяют для уменьшения сварочных деформаций и напряжений?
По каким критериям выбирают способ и вид сварки?1.