

Занятие 43 лекция 23
Раздел V. Обработка материалов фрезерованием
Тема 5.1. Общие сведения о фрезеровании и характеристика метода фрезерования
Фрезерование один из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. Движением подачи может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различных профилей. Особенность процесса фрезерования прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки до следующего врезания.
На рис. 5.1.1 показаны схемы фрезерования плоскости цилиндрической (а) и торцовой (б) фрезами. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы.
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами:
1) против движения подачи (встречное фрезерование), когда направление скорости движения подачи противоположно направлению скорости главного движения резания (рис. 5.1.1, в);
2) по направлению движения подачи (попутное фрезерование), когда направления скоростей движения подачи и главного движения резания совпадают (рис. 5.1.1, г).
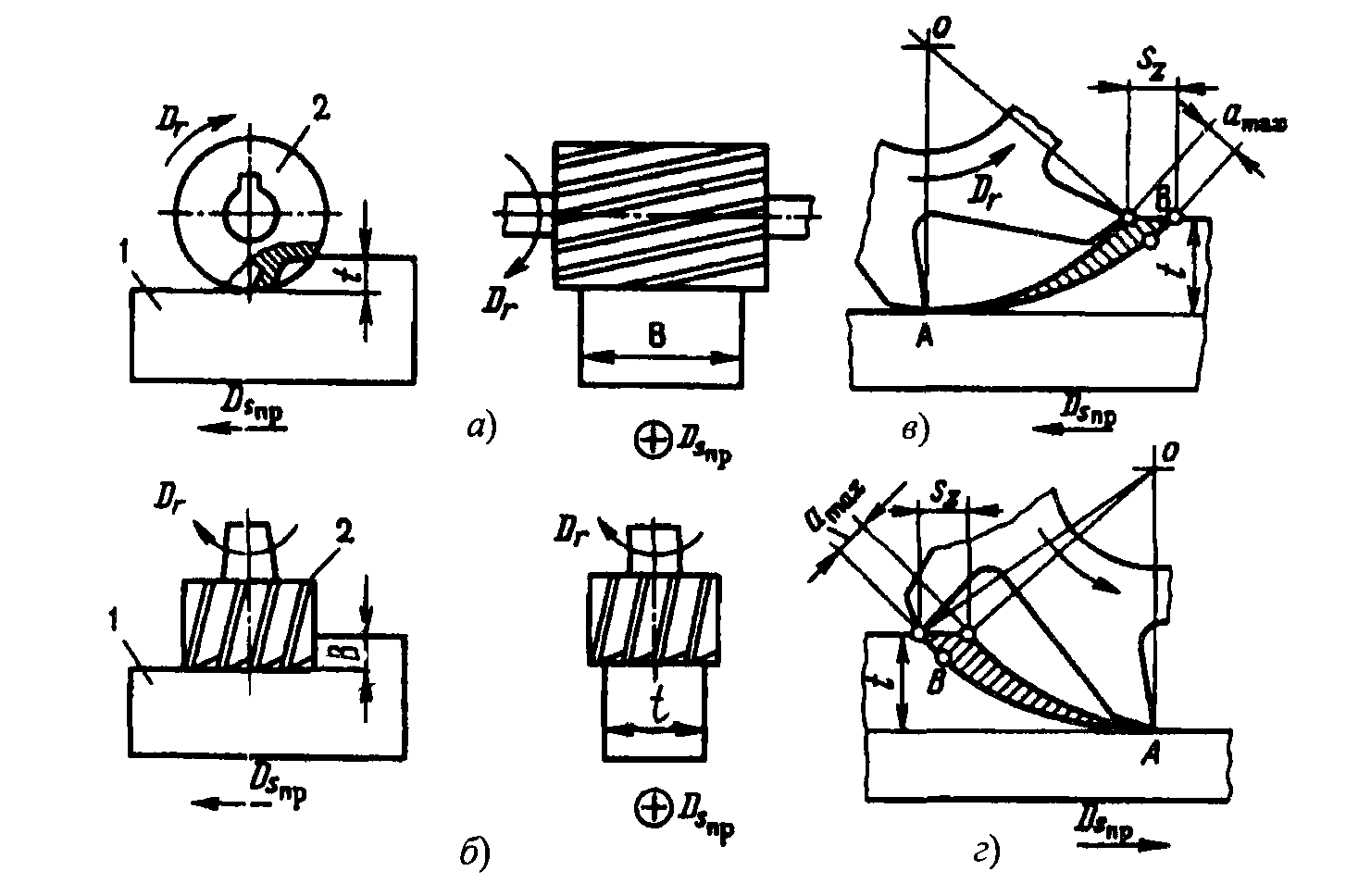
Рис. 5.1.1. Схемы фрезерования цилиндрической (а) и торцовой (б) фрезами против движения подачи (в) и по направлению движения подачи (г).
При встречном фрезеровании нагрузка на зуб фрезы возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности. Преимуществом встречного фрезерования является работа зубьев фрезы "из-под корки", т.е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при подходе к точке В. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При попутном фрезеровании зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
К режиму резания при фрезеровании относят скорость главного движения резания v, подачу s, глубину резания t, ширину фрезерования В.
Скорость главного движения резания, т.е. окружная скорость вращения фрезы, м/с:
V= D n/ (100060),
где D - диаметр фрезы, мм; п - частота вращения фрезы, м/с.
Подача величина перемещения обрабатываемой заготовки в минуту sм (мм/мин) за время углового поворота фрезы на один зуб sz (мм/зуб) или за время одного оборота фрезы s0 (мм/об).
Эти подачи связаны между собой зависимостями
sм =s0n=szzn ,
где z число зубьев фрезы.
Глубина резания t (мм) расстояние между обрабатываемой и обработанной поверхностями. Ширина фрезерования В (мм) измеряется в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном к направлению движения подачи при торцовом фрезеровании.
В процессе фрезерования каждый зуб фрезы преодолевает силу сопротивления металла резанию. Фреза должна преодолеть суммарные силы резания, которые складываются из сил, действующих на зубья, находящиеся в контакте с заготовкой. При фрезеровании цилиндрической фрезой с прямыми зубьями равнодействующую сил резания R, приложенную к фрезе в некоторой точке А, можно разложить на окружную составляющую силу Р, касательную к траектории движения точки режущей кромки, и радиальную составляющую силу Рр направленную по радиусу. Силу R можно также разложить на горизонтальную Рн и вертикальную Pv составляющие (рис. 5.5.2, а). У фрез с винтовыми зубьями в осевом направлении действует еще осевая сила Р0 (рис. 5.5.2, б). Чем больше угол наклона винтовых канавок ω, тем больше сила Р0. При больших значениях силы Р0 применяют две фрезы с разными направлениями наклона зубьев. В этом случае осевые силы направлены в разные стороны и взаимно уравновешиваются.
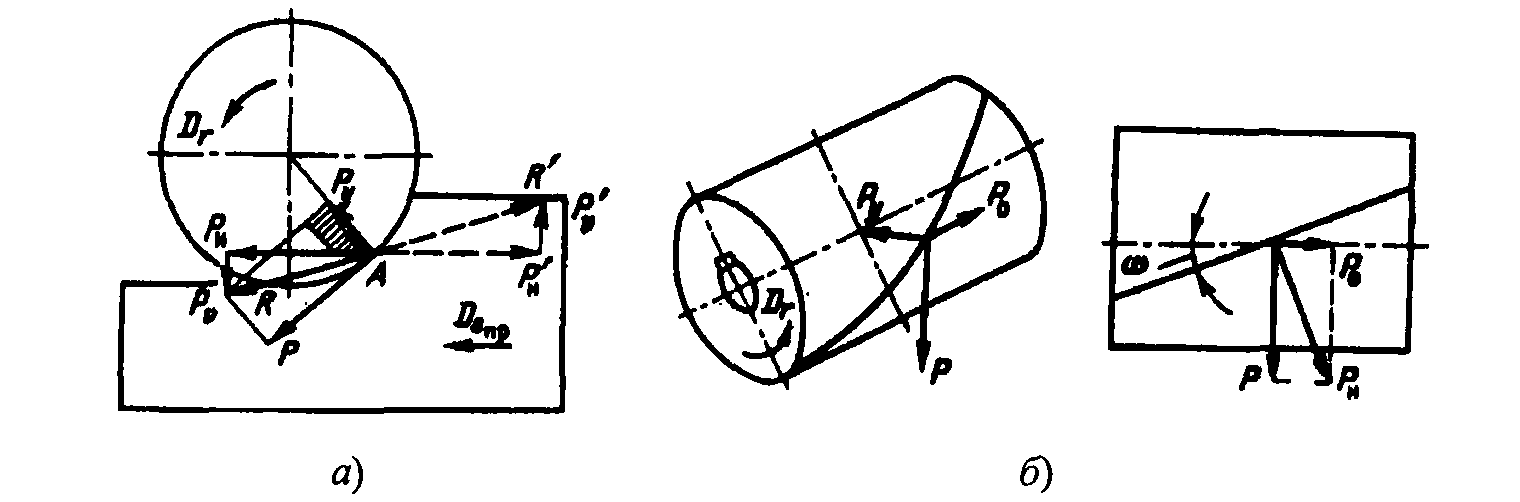
Рис. 5.5.2. Силы резания при работе цилиндрической фрезой
По окружной составляющей силе Р определяют эффективную мощность Ne и проводят расчет механизма коробки скоростей на прочность. Радиальная составляющая сила Рv действует на опоры шпинделя станка и изгибает оправку, на которой закрепляют фрезу. Горизонтальная составляющая сила Рн действует на механизм подачи станка и элементы крепления заготовки, осевая сила Р0 на подшипники шпинделя станка и механизм поперечной подачи стола, вертикальная составляющая сила Рv на механизм вертикальной подачи стола. В зависимости от способа фрезерования (против движения подачи или по движению подачи) направление и величина сил изменяются.
Сила резания, Н,
![]()
где СР - коэффициент, характеризующий обрабатываемый материал и условия обработки.
Коэффициент Ср и показатели степеней хР, ур, qP приведены в справочниках.
Эффективная мощность, кВт,
Ne =Pv/(l00060).
Технологическое значение.
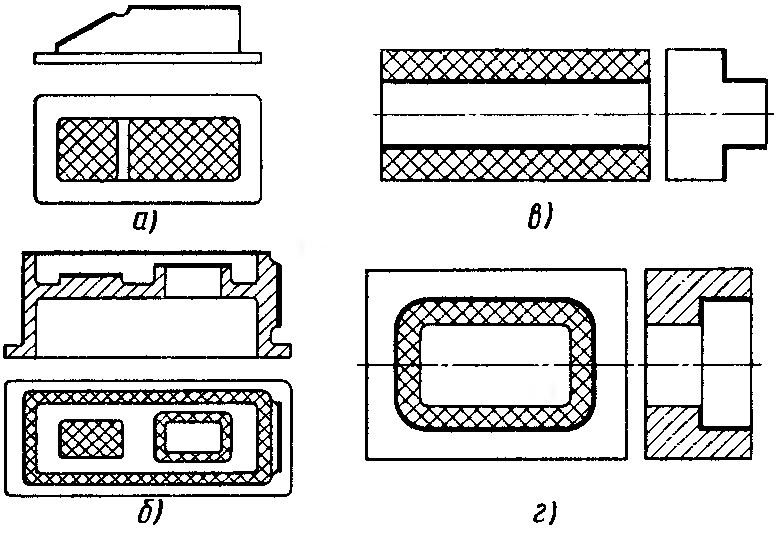
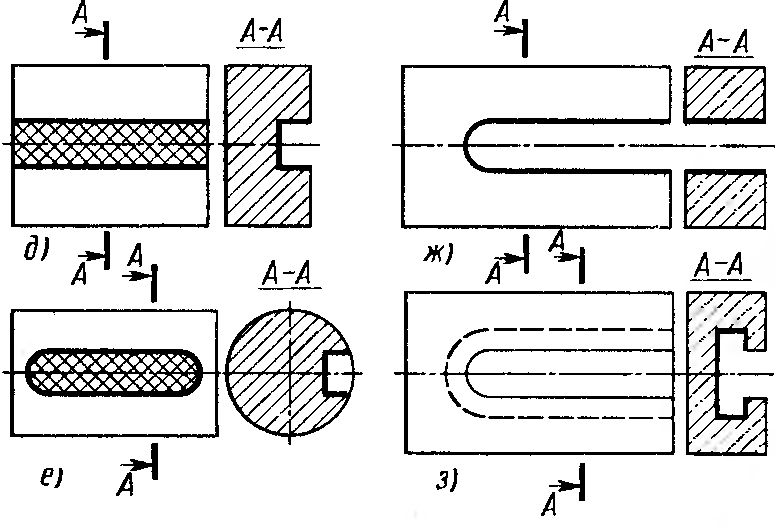
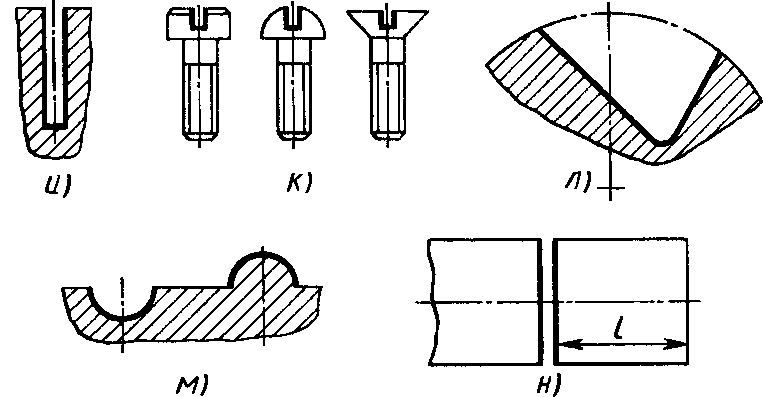
Рис.5.1.3. Поверхности деталей, получаемые фрезерованием.
Фрезерование является производительным и универсальным технологическим способом механической обработки заготовок резанием. В машиностроении фрезерованием обрабатываются:
а) горизонтальные, вертикальные и наклонные плоскости (рис. рис. 5.1.3, а, б) на различных по размерам и форме заготовках;
б) уступы (рис. 5.1.3,в, г);
в) канавки (рис. 5.1.3, д,е) прямоугольного и профильного сечения, расположенные в плоскости, и пространственные (винтовые);
г) пазы (рис. рис. 5.1.3,ж,з);
д) узкие и глубокие прорези (рис. рис. 5.1.3, и);
е) шлицы на головках шурупов и винтов (рис. рис. 5.1.3, к);
ж) фасонные поверхности различных профилей с прямолинейными (рис. рис. 5.1.3, л) и криволинейными (рис. рис. 5.1.3, м) образующими.
С помощью фрезерования обрабатывают различные поверхности, в том числе тела вращения, прямые профильные образования на цилиндрах, прямые и винтовые зубчатые венцы на колесах, прямые и винтовые шлицевые канавки, резьбовые поверхности на нормализованном и специальном крепеже, профильные канавки на торцах цилиндров. Фрезерованием также производится разрезка катаных прутков на мерные заготовки (рис. 5.1.3, н).