

Занятие 2 лекция 2
Раздел I. Горячая обработка материалов.
Тема 1.1. Литейное производство.
Литье — процесс получения изделий (называемых отливками) — литых деталей или заготовок из расплавов различных материалов (металлов, горных пород, композиционных материалов и др.). Технологический процесс литья состоит из следующих основных операций: изготовление модели, изготовление литейной формы; плавка материалов; заливка литейной формы расплавом и охлаждение отливки, удаление (выбивка) отливки из формы; удаление литников и зачистка отливки. Отливки подвергают в дальнейшем механической обработке.
Основной инструмент литейного производства — литейная форма. Она образует рабочую полость (требуемой конфигурации и размеров), при заливке в которую расплавленного материала из него при охлаждении и затвердевании формируется отливка. Литейная форма состоит из формы для воспроизведения наружных поверхностей отливок, литейных стержней для образования полостей и отверстий внутри отливок, литниковой системы. От качества изготовления формы в значительной степени зависит и качество отливки.
Существуют разовые, полупостоянные и постоянные формы. Разовые формы служат один раз, их разрушают при удалении отливки; полупостоянные — позволяют получить несколько отливок; постоянные — от нескольких десятков до сотен тысяч отливок.
Примерно для 50 % всех деталей машин и промышленного оборудования заготовительной операцией является литье. Например, доля литых деталей в молоте составляет 95 %, в металлорежущих станках — 80 %, в текстильных машинах — 72 %, в автомобилях и тракторах — 55 %. Во многих случаях литье — наиболее простой и дешевый способ формообразования заготовок. Литьем изготавливают заготовки для блоков цилиндров, поршней двигателей внутреннего сгорания , заготовки рабочих колес насосов, лопастей газовых турбин, станин станков и т. д.
Для изготовления песчаных литейных форм служат формовочные смеси.
Формовочная смесь — многокомпонентная смесь формовочных материалов. Состав смеси соответствует условиям технологического процесса изготовления неметаллических литейных форм. Формовочные смеси состоят из кварцевого песка, глины, крепителя (в частности, жидкого стекла) и противопригарных добавок (каменного угля для чугунных отливок, мазута для бронзовых отливок и др.), смешиваемых с некоторым количеством воды. В состав формовочной смеси обычно входят: отработанная смесь — 94…96 %, свежие материалы (песок, глина) — 3…5 %, добавки (каменноугольная пыль) — 0,5%.
Формовочный материал — совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. Для приготовления литейных стержней применяют быстросохнущие стержневые смеси. После изготовления стержни сушат при температуре 200 °С. С целью ускорения процесса сушки, в качестве крепителя применяют жидкое стекло. Состав стержневых смесей: кварцевый песок — 92 %, формовочная глина — 2 %, связующий материал (синтетические и естественные смолы, поливиниловый спирт и др.) — 6%.
Литниковая система — система каналов (элементов) литейной формы для подвода в ее полость расплавленного материала, обеспечивающая заполнение формы и питание отливки при затвердевании.
Прибыль — это часть отливки, выходящая за пределы ее номинальных размеров. Прибыль служит для питания жидким материалом отливок в период затвердевания, и тогда усадочная раковина образуется не в отливке, а в прибыли.
Литейный стержень — отъемная часть литейной формы для образования отверстия, полости или иного сложного контура внутри отливки. Литейные стержни устанавливают на опорные поверхности (знаки модели или жеребейки) литейной формы.
Стержневой ящик — приспособление, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси.
Литейная опока — приспособление в виде жесткой рамы или открытого ящика для удержания формовочной смеси при ее уплотнении (изготовлении литейной формы), ее транспортировке и при заливке формы жидким материалом.
Литейная модель — приспособление для получения в литейной форме рабочей полости, в которой будет оформляться наружная поверхность отливки. Литейная модель является обычно частью модельного комплекта, включающего в себя также модели элементов литниковой системы: чаши, стояка, питателей, выпора и прибылей.
Стандарты в зависимости от способа изготовления отливок, их габаритных размеров и типа сплава устанавливают 22 класса точности, которые не совпадают с квалитетами ISO и ЕСДП СЭВ.
Конструируя литую деталь, необходимо учитывать такие литейные свойства заливаемого сплава, как жидкотекучесть, усадку и кристаллизацию.
Жидкотекучесть расплавленного материала определяет выбор оптимальной толщины стенки отливки. Чем больше жидкотекучесть, тем тоньше может быть получаемая стенка. В то же время жидкотекучесть зависит от условий теплоотдачи в форме. В водоохлаждаемых стальных формах жидкотекучесть сплава падает очень быстро.
Линейная усадка вызывает образование трещин и коробление вследствие торможения усадки в отдельных местах отливки. Объемная усадка приводит к образованию усадочной пористости в утолщенных местах отливок.
К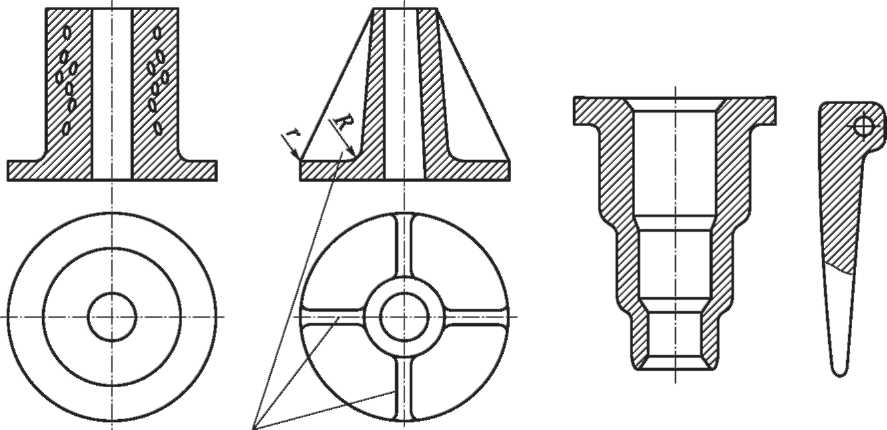 ристаллизация
сплава происходит в направлении,
перпендикулярном поверхности теплоотдачи.
Скорость кристаллизации меняется от
максимальной у поверхности до минимальной
в середине стенки отливки. Одновременно
происходит рост кристаллов зерен. Для
создания равномерной и мелкозернистой
структуры желательно уменьшать толщину
стенок отливок.
ристаллизация
сплава происходит в направлении,
перпендикулярном поверхности теплоотдачи.
Скорость кристаллизации меняется от
максимальной у поверхности до минимальной
в середине стенки отливки. Одновременно
происходит рост кристаллов зерен. Для
создания равномерной и мелкозернистой
структуры желательно уменьшать толщину
стенок отливок.
Рис.1.1.1. Конструкции отливок