

Занятие 59 лекция 34 Схемы резания при протягивании. Износ режущих зубьев
Срезание припуска, оставленного под протягивание, может производиться зубьями протяжки в соответствии с различными схемами резания, определяемыми конструктивным исполнением зубьев. Под схемой резания понимается форма и последовательность срезания отдельных частей общего припуска вступающими друг за другом в работу зубьями протяжки. Различают следующие основные схемы резания: а) профильную; б) генераторную и в) прогрессивную (переменного резания).
Профильная схема резания (рис 8.1.9, а) характеризуется тем, что, начиная с первого режущего зуба, контур всех зубьев подобен (эквидистантен) окончательному профилю обработанной поверхности. В результате все зубья режущей части, за исключением последнего, выполняют предварительную обработку по формированию заданного профиля на детали. Точность и качество обработанной поверхности на детали определяются последним зубом режущей части. Длина главной режушей кромки этого зуба максимальна, и для уменьшения силы резания подъем на зуб az здесь должен быть минимальным. Основным недостатком профильной схемы резания является технологическая сложность изготовления профиля зубьев режущей части.
При генераторной схеме резания (рис. 8.1.9, б) каждый зуб частично формирует окончательный профильный контур обрабатываемой детали своим вспомогательным лезвием. Наибольшую длину главной режущей кромки имеет первый зуб режущей части. Далее она уменьшается и минимальна для последнего зуба. Связанное с этим постепенное уменьшение силы резания благоприятно сказывается на условиях работы зубьев калибрующей части и позволяет повысить точность и качество обработанных поверхностей. Кроме того, зубья протяжек, предназначенных для работы по генераторной схеме резания, легче изготовлять и перетачивать.
При прогрессивной схеме резания (схеме переменного резания) срезание припуска производится зубьями, имеющими укороченную длину главных режущих кромок. Это позволяет ликвидировать основной недостаток генераторной схемы — большую длину режущей кромки первых зубьев и ее кривизну, затрудняющую свертывание образовавшейся стружки в валик. Режущее лезвие протяжки делят по длине, и подъем на зуб аz, выполняют только на участках аив первого зуба (рис. 8.1.9, в). Подъем на зуб аz на участке б выполняют на втором режущем зубе. Таким образом, вместо одного зуба, как при резании по генераторной схеме, срезание слоя аz производится двумя зубьями режущей части. Это позволяет распределить нагрузку, приходящуюся на зубья протяжки равномерно вдоль всей длины режущей части, но ведет к увеличению необходимого числа режущих зубьев. Например, припуск срезается не семью зубьями, как по схемам на рис. 8.1.9, а, б, а одиннадцатью (рис. 8.1.9, в).
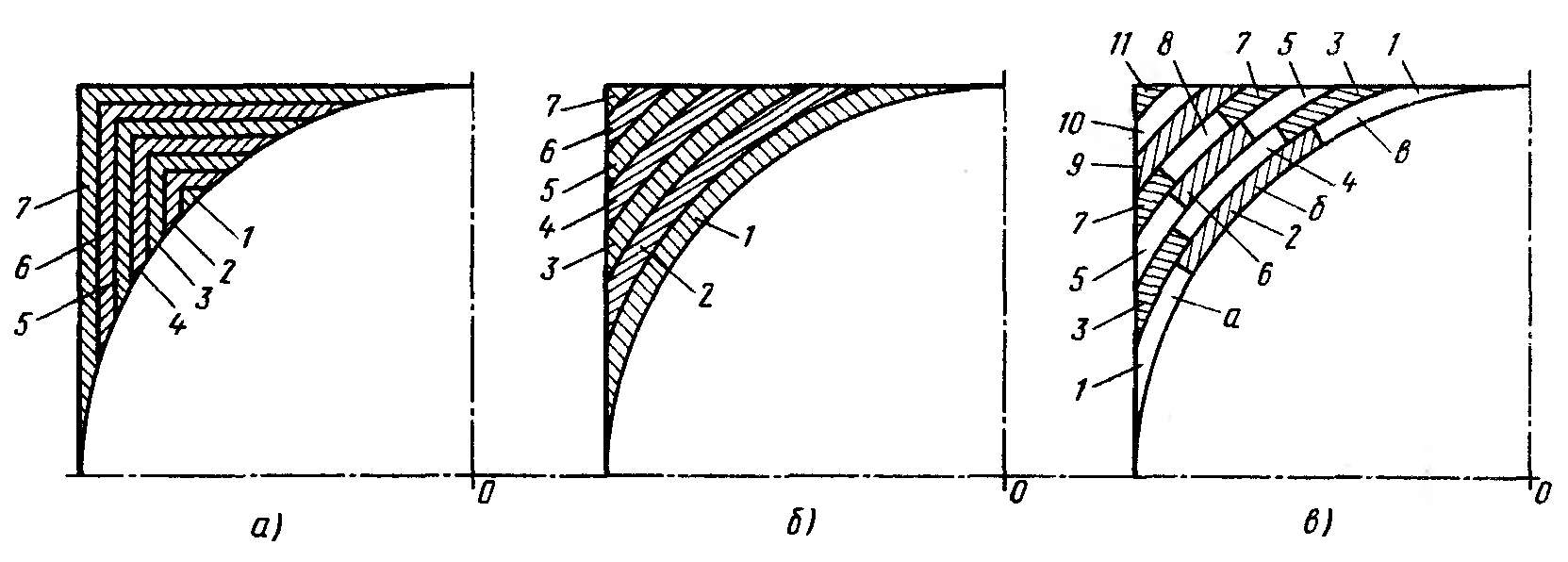
Рис.8.1.9. Схемы резания при протягивании
Использование схемы переменного резания ведет к увеличению общей длины протяжки, а также усложняет технологию изготовления и заточки режущих зубьев.
Размещение и отвод стружки. Металл, срезанный тонкими слоями с поверхности заготовок, образует плоскую спираль, как показано на рис. 8.1.5.
Чем плотнее прилегают друг к другу витки стружки, тем меньше диаметр получаемого валика, образованного стружкой, срезанной со всей длины обрабатываемой заготовки, и тем меньший объем необходим для его размещения в стружечной канавке. Если λ ≠ 0, срезанная стружка, как при точении, сворачивается в пространственную (винтовую) спираль. Она занимает больший объем, что вызывает трудности при размещении ее в стружечной канавке. Поэтому протяжки, у которых λ ≠ 0, применяют лишь при протягивании наружных поверхностей, когда имеется свободный выход стружки в окружающее пространство.
Допустимый износ зубьев у внутренних протяжек. При типичных для протягивания толщинах срезаемого слоя в пределах аz = 0,02...0,15 мм режущие зубья протяжек изнашиваются только по задним поверхностям. Вдоль главных режущих лезвий задние поверхности изнашиваются равномерно и износ h3 значительно меньше износа hзу в местах сопряжения главных и вспомогательных режущих кромок (рис. 8.1.10). Стойкость протяжек оценивается по максимальному допустимому линейному износу hзmах = 0,4 мм независимо от того, на каком режущем зубе и в каком месте лезвия износ достиг этого предельного значения. Ограничение предельного допустимого износа зубьев у протяжек определяется допустимыми отклонениями поперечных размеров зубьев протяжек, которые весьма малы, а также необходимостью обеспечить в пределах заданной точности размеров двух-трех повторных переточек для восстановления режущих свойств протяжки.

Рис.8.1.10. Износ лезвий зубьев протяжки
Протяжки, как указывалось выше, перетачиваются только по передним поверхностям зубьев. За каждую переточку с передней поверхности зуба стачивается слой толщиной около 0,5 мм.
Допустимый износ зубьев у наружних протяжек. У призматических протяжек, монтируемых на плитах протяжных блоков, допускается максимальный износ по задней поверхности hзmах = 0,6 мм. Призматические наружные протяжки перетачивают по задним поверхностям лезвий и затем зачищают по передним поверхностям. Исходные размеры смонтированного протяжного блока из переточенных протяжек обеспечивают, устанавливая под переточенные призматические протяжки промежуточные мерные прокладки.
Протяжки из быстрорежущих сталей перетачиваются корундовыми и эльборо-выми кругами; протяжки с твердосплавными пластинками перетачиваются с помощью карборундовых и алмазных кругов.
Применение смазочно-охлаждающих жидкостей. Для уменьшения износа протяжек используются смазывающе-охлаждающие жидкости, например водные эмульсии, содержащие масло и олеиновую кислоту. Так, при протягивании чугунных заготовок применение этих жидкостей для полива зоны резания кроме уменьшения износа улучшает качество обработанных поверхностей и уменьшает загрязнение цехового помещения мелкодисперсными частицами чугуна, которые распространяются в воздушной среде при работе всухую.
Протягивание стальных заготовок всегда ведется с применением водно-масляных эмульсий или масел для смазывания и охлаждения протяжек и обрабатываемых заготовок.