

Занятие 48 лекция 26
Тема 5.4. Конструкции фрез. Высокопроизводительные фрезы
Чтобы производительно и экономично выполнять перечисленные выше виды обработки, разработана и используется широкая номенклатура стандартных и специальных фрез. Фрезы разных типов различаются по внешнему виду, размерам и конструкции и приспособлены для фрезерования поверхностей определенных форм и размеров.
Цилиндрические фрезы (рис. 5.4.1) в настоящее время применяют ограниченно. Тем не менее на их примере можно выявить все особенности и закономерности процесса фрезерования. Определения геометрических и режимных параметров цилиндрических фрез справедливы для фрез остальных разновидностей. Цилиндрические фрезы предназначены для установки на горизонтально-фрезерных станках при обработке плоских поверхностей шириной до 120 мм при условии, что ширина В обрабатываемой поверхности на заготовке на 5...6 мм меньше длины l рабочей части фрезы.
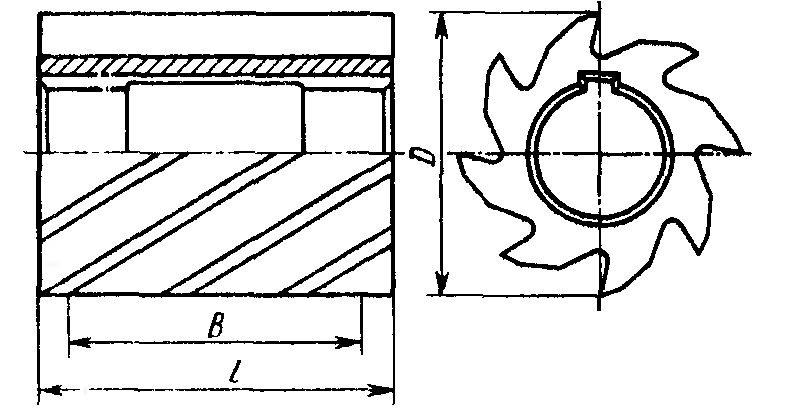
Рис. 5.4.1. Цилиндрическая фреза
Цилиндрические фрезы имеют центральное базовое отверстие со шпоночной канавкой. Надетые на оправку станка цилиндрические фрезы зажимаются между кольцами с помощью затяжной гайки.
Концевые фрезы (рис. 5.4.2) имеют наружный диаметр D рабочей части от 3 до 50 мм. Присоединительная часть концевых фрез диаметром D < 14 мм цилиндрическая, а фрез диаметром D > 20 мм — коническая. В диапазоне диаметров D=14...20 мм присоединительная часть может быть выполнена как цилиндрической, так и конической. Основным рабочим участком режущей части концевых фрез является цилиндрический участок длиной l, которым фрезеруется поверхность на заготовке шириной В (В < l), а также часть торцовой поверхности, на которой имеются режущие зубья. Концевые фрезы применяют для обработки открытых пазов и копировально-фрезерной обработки стенок замкнутых профильных углублений и отверстий в плоских заготовках. Концевые фрезы предназначены в основном для работы на вертикально-фрезерных станках, но могут быть использованы и на горизонтально-фрезерных станках.
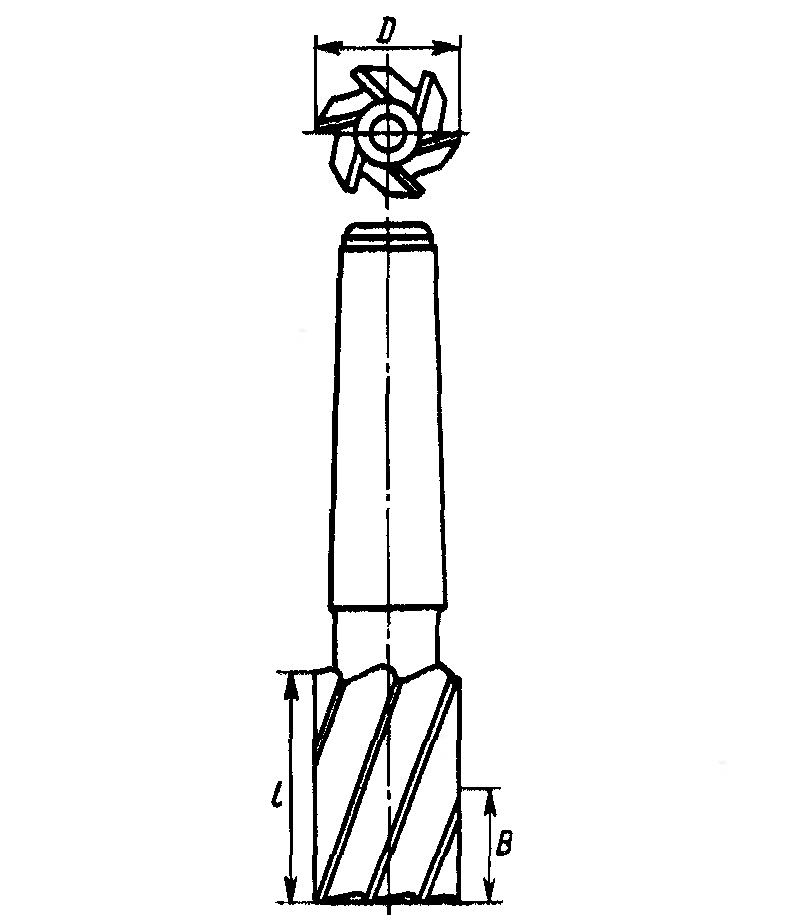
Рис.5.4.2. Концевая фреза
Торцовые фрезы (рис. 5.4.3) отличаются от концевых фрез соотношением размеров D/1 (для торцовых фрез D/1 = = 4...6; для концевых фрез D/1 = 0.2..Д5). Стандартные торцовые фрезы имеют диаметры 1> = 60...600 мм и цилиндрические отверстия для установки на шпинделе станков. Предназначены они для обработки плоских поверхностей, лежащих как в одной, так и в разных по высоте плоскостях, например на корпусных деталях (см. рис. 14.1, а, б). Торцовыми фрезами больших диаметров можно за один проход обработать заготовки шириной до 500 мм. Применяются торцовые фрезы на мощных горизонтально- и вертикально-фрезерных станках, а также на агрегатных станках.
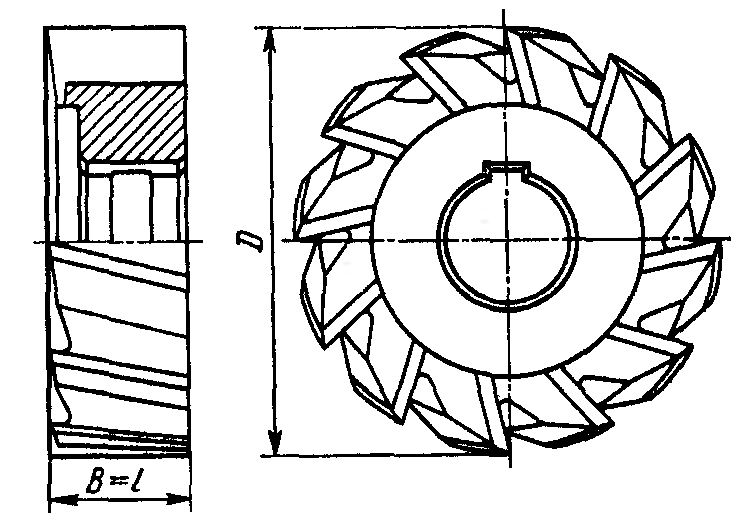
Рис.5.4.3. Торцовая фреза
Дисковые фрезы (рис. 5.4.4) имеют диаметр D = 60...110 мм и цилиндрические базовые отверстия для крепления на оправке. Режущие зубья дисковых фрез выполняются на цилиндрической внешней поверхности, а также на одной (односторонние) или на обеих (двусторонние) торцовых поверхностях. Предназначены дисковые фрезы для фрезерования канавок различного назначения шириной В = 6... 16 мм.
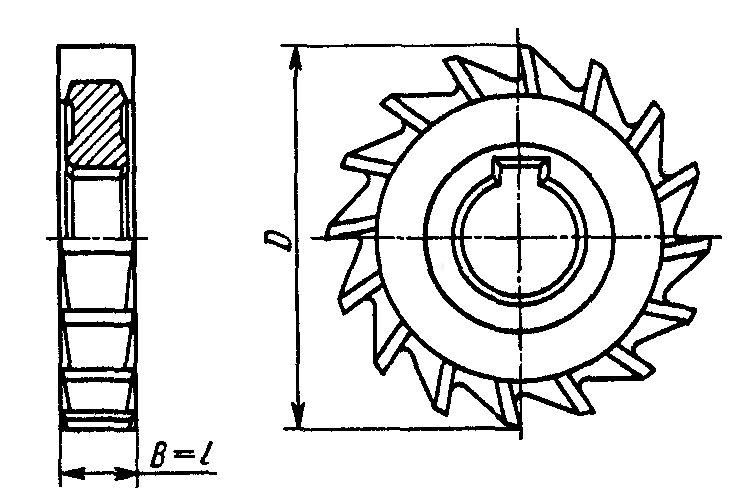
Рис.5.4.4. Дисковая трехсторонняя фреза
Дисковая фреза, показанная на рис. 5.4.5, предназначена для фрезерования Т-образных пазов (см. рис. 5.1.3, з). Фрезы этого типа имеют коническую или цилиндрическую присоединительную часть. Диаметр рабочей части D = = 10...54 мм, ширина В = 7,5...40 мм.
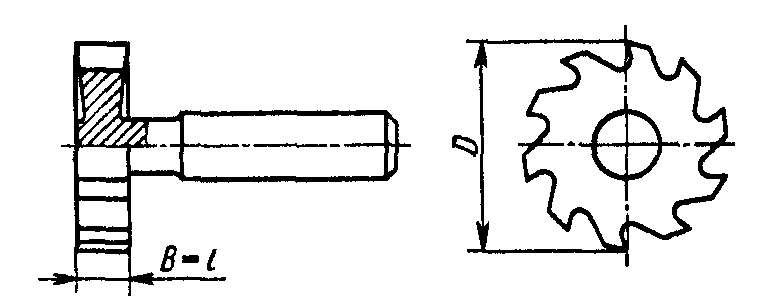
Рис.5.4.6. Фреза для обработки Т-образных пазов
Отрезная фреза (рис. 5.4.6) предназначена для разрезки катаных прутков на мерные заготовки на горизонтально-фрезерных станках (см. рис. 14.1, н). Зубья этих фрез выполнены только на внешнем диаметре. Отрезные фрезы имеют рабочий диаметр D = 60... 200 мм и ширину В — 1... 5 мм.

Рис 5.4.6. Отрезная фреза
Прорезная (шлицевая) фреза (рис. 5.4.7) предназначена для фрезерования узких щелей и шлицев в головках винтов и шурупов (см. рис. 14.1, к). Прорезные фрезы имеют диаметры D = 40...75 мм и ширину В = 0,2... 5 мм.
Шпоночные фрезы (рис. 5.4.8) используются для фрезерования шпоночных канавок (см. рис. 5.1.3, е). Стандартные шпоночные фрезы имеют диаметр D = 3... 40 мм и устанавливаются на вертикально- и горизонтально-фрезерных станках.
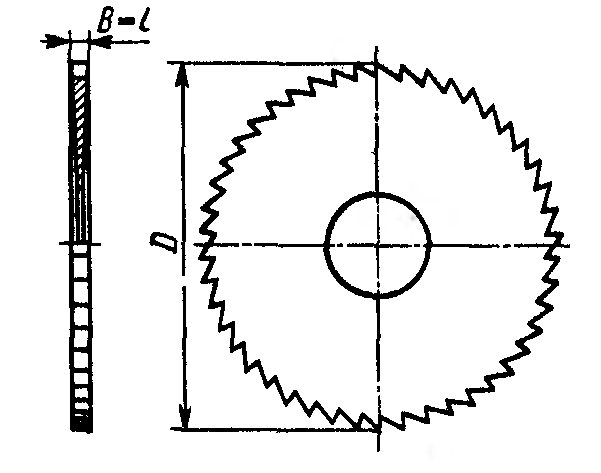
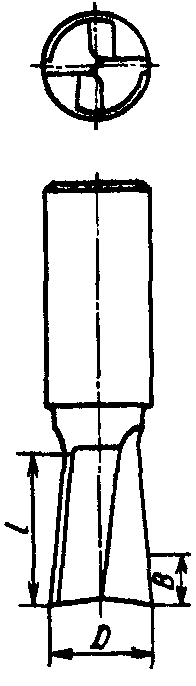
Рис. 5.4.7. Прорезная фреза Рис. 5.4.8. Шпоночная фреза
Угловые фрезы (рис. 5.4.9) предназначены для фрезерования профильных угловых канавок, как правило, в инструментальном производстве. Угловые фрезы имеют диаметры D = 35... 90 мм. Их применяют на универсально-фрезерных станках.
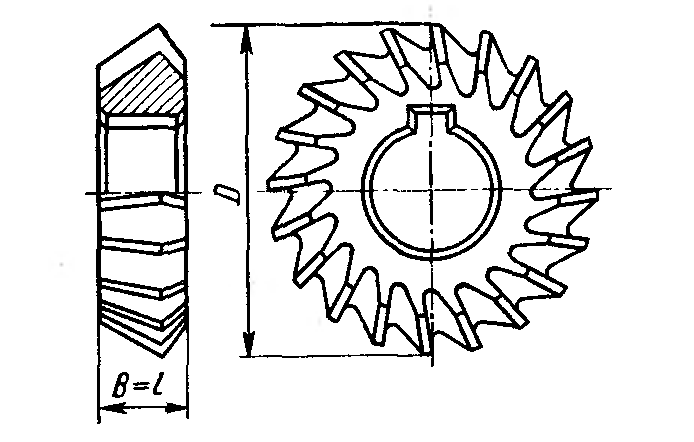
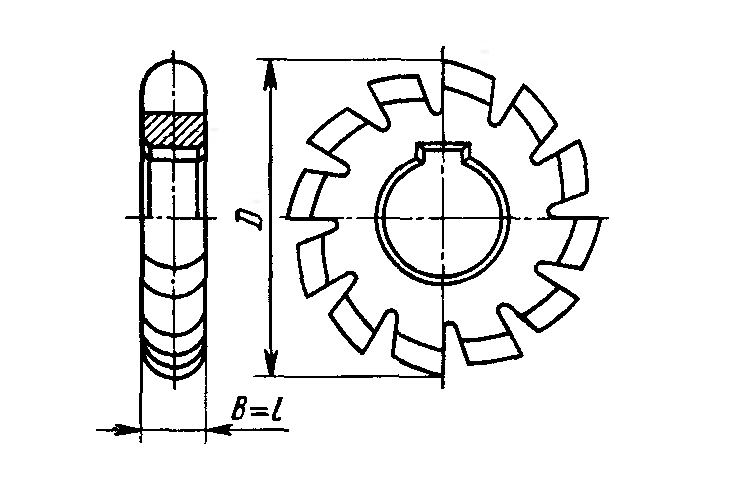
Рис. 5.4.9. Угловая фреза Рис.5.4.10. Фасонная фреза
Фасонные фрезы имеют различный профиль лезвий. На рис. 5.4.10 в качестве примера показана фреза с выпуклым полукруглым профилем лезвия. Фасонные фрезы предназначены для фрезерования канавок и выступов фасонного профиля. Они имеют диаметры D = 45... 90 мм. Применяются фасонные фрезы преимущественно на горизонтально-фрезерных станках.
Вопросы для самопроверки:
Какова особенность процесса фрезерования и почему в большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами?
Каковы преимущества обработки фасонных поверхностей незамкнутого контура с криволинейной образующей и прямолинейной
направляющей на фрезерных станках с ЧПУ по сравнению с обработкой их на универсальных фрезерных станках?
Почему при фрезеровании шпоночногопаза шпоночной фрезой обеспечивается большая точность по сравнению с фрезерованиемконцевой фрезой, и как это отражается на точности сборки сопрягаемых с валом деталей?
Каковы отличия копировальнофрезерных полуавтоматов от фрезерных станков с ЧПУ?
При каких условиях наиболее целесообразно применять многооперационные станки?