

Занятие 41 лекция 22
Тема 4.4. Конструкции сверл, зенкеров, разверток. Высокопроизводительные инструменты для обработки отверстий
Сверла. Сверла разделяются на спиральные, центровочные, перовые, сверла с пластинками из твердых сплавов и сверла для глубоких отверстий.
Спиральные сверла (рис. 4.4.1) являются наиболее распространенным инструментом для сверления и рассверливания отверстий. Диаметры их колеблются от 0,25 до 80 мм
Рабочая часть сверла l снабжена двумя винтовыми канавками; режущая часть l1, имеет два режущих пера. Каждое режущее перо имеет переднюю поверхность 4, заднюю поверхность 3 и режущую кромку 2; границей перьев является поперечная кромка 5 (4.4.1, в). Калибрующая часть l2 снабжена ленточкой 1, которая направляет сверло в процессе сверления.

Рис. 4.4.1. Спиральное сверло
Хвост l4 выполняется коническим для закрепления в шпинделе станка, или цилиндрическим (4.4.1, б) для закрепления в патроне. По шейке l3 производится маркировка сверла. Угол 2 φ(удвоенный угол в плане) между режущими кромками колеблется от 80° для мрамора и других хрупких материалов до 140° для алюминия, баббита и других мягких металлов. Для стали и чугуна этот угол берется равным 116118°. Угол наклона винтовой канавки <и определяет величину переднего угла и колеблется от 10° для обработки хрупких материалов до 45° для мягких материалов. Для стали и чугуна этот угол берется равным 30°. Сверло работает в тяжелых условиях, так как сверление производится чаще всего в сплошном материале. Отверстие после сверления получается неточным и имеет грубую поверхность (класс чистоты 3—4). Объясняется это уводом сверла вследствие наличия поперечной кромки 1, а также пониженной жесткостью сверла за счет ослабления его двумя канавками.
Элементы резания при сверлении.
Глубина резания при сверлении t определяется по формуле
![]()
где d — диаметр сверла в мм.
Подача Sравна перемещению сверла вдоль оси за один оборот его и измеряется в миллиметрах.
Минутная подача Sм = Sn,
где S — подача на один оборот; п — число оборотов сверла в минуту.
Площадь поперечного сечения стружки f=St мм; это сечение срезается обеими режущими кромками. Площадь поперечного сечения стружки, приходящаяся на одну режущую кромку:
![]()
Скорость резания v при сверлении вычисляют по формуле

где d — диаметр сверла в мм;
п—число оборотов сверла в минуту.
Подсчет машинного времени Тмаш при сверлении производится по формуле
![]()
где l — глубина просверливаемого отверстия в мм.
Поперечная кромка при работе сверла не режет, а давит металл заготовки. Установлено, что около 65% усилия подачи приходится на поперечную кромку. Для облегчения условий работы сверла производят подточку поперечной кромки (рис. 4.4.1, г); с этой же целью двойную заточку сверл, работающих по чугуну и стали, производят с углом 2φ1 = 75 ÷80° (рис. 4.4.2,а). Ширина b задней поверхности второй заточки делается в пределах 0,18—0,22 диаметра сверла. В результате двойной заточки увеличивается ширина стружки за счет толщины, уменьшается главный угол в плане, поэтому повышается стойкость сверла.

Рис. 4.4.2. а) двойная заточка спирального сверла; б) центровочное сверло; в) перовое сверло; в) сверло с пластинками из твердого сплава
Центровочные сверла (рис. 4.4.2,б) применяются для получения центровых отверстий при зацентровке заготовок для обработки на станках. Эти сверла делаются комбинированными и двусторонними — для лучшего использования материала.
Перовые сверла (рис. 4.4.2,в) выполняются в виде лопатки. Они имеют жесткость большую, чем спиральные, и применяются при обработке твердых поковок и литья.
Сверла с пластинками из твердых сплавов (рис. 4.4.2,г) изготовляются диаметром от 3 до 50 мм и применяются для сверления отбеленного чугуна, твердых сталей, стекла и т. п. При малых диаметрах сверл (до 8 мм) пластинки припаиваются к державкам встык, при больших диаметрах в конце державки фрезеруется паз, в который вставляется и припаивается пластинка.
Глубокими отверстиями считаются отверстия, имеющие длину, в 5 раз и более превышающую их диаметр.
Сверла для глубокого сверления изготовляются диаметром от 6 до 400 мм. Сверление отверстий такими сверлами производится на специальных сверлильных станках, причем в большинстве случаев сверлу сообщается лишь движение подачи, а главное движение (вращательное) сообщается заготовке.

Рис. 4.4.3. Пушечное сверло
На рис. 4.4.3. приведено пушечное сверло, изготовляемое из круглого стержня. Режущая кромка сверла образуется передней поверхностью 1 и задней поверхностью 2 (резание одностороннее). Задний угол α = 8÷10°. Большой угол резания (90˚) ухудшает условия работы; условия отвода стружки и подача охлаждающей жидкости также затруднены, поэтому производительность сверления пушечным сверлом низка. Однако эти сверла дают прямолинейное, чистое и точное (между классами точности 2 и 3) отверстие и поэтому применяются для сверления отверстий в шпинделях станков и пр.
Помимо пушечных сверл, для сверления глубоких отверстий применяют:
а) ружейные сверла для сверления отверстий (рис. 4.4.4) малого диаметра и большой глубины. Эти сверла внутри полые (для подачи охлаждающей жидкости) и имеют канавку для отвода жидкости вместе со стружкой. Резание этими сверлами также одностороннее. Прямолинейность оси отверстия обеспечивается шлифованной по цилиндру рабочей частью сверла;
б) сверла одностороннего и двустороннего резания для сверления глубоких отверстий средних и больших диаметров;
в) головки для кольцевого сверления глубоких отверстий большого диаметра. Сплошное высверливание металла при диаметрах свыше 100 мм невыгодно, поэтому в таких случаях применяют пустотелые сверлильные головки с закрепленными в них резцами.

Рис. 4.4.4. Ружейное сверло
Зенкеры. Существуют четыре основных типа зенкеров: 1) для расширения отверстий; 2) для образования цилиндрических углублений отверстий; 3) для получения конических углублений отверстий и 4) для зачистки торцевых поверхностей.
Зенкеры для расширения отверстий изготовляются трехперые (для отверстий до 30 мм) и четырехперые (для отверстий до 100 мм). На рис. 4.4.5, а приведен трехперый зенкер с коническим хвостом для крепления в шпинделе станка, на рис. 4.4.5, б—четырехперый насадной зенкер. С целью повышения производительности зенкеры оснащают пластинками из твердых сплавов. Условия работы зенкеров более благоприятны, чем сверл. Глубина резания при зенкеровании
![]()
где d — диаметр зенкера в мм;
d1—диаметр отверстия в заготовке до зенкерования в мм
Величина t не превышает 1/6 d. Поверхности отверстий после обработки зенкерами соответствуют классам чистоты 4—6 и классам точности 4—5.
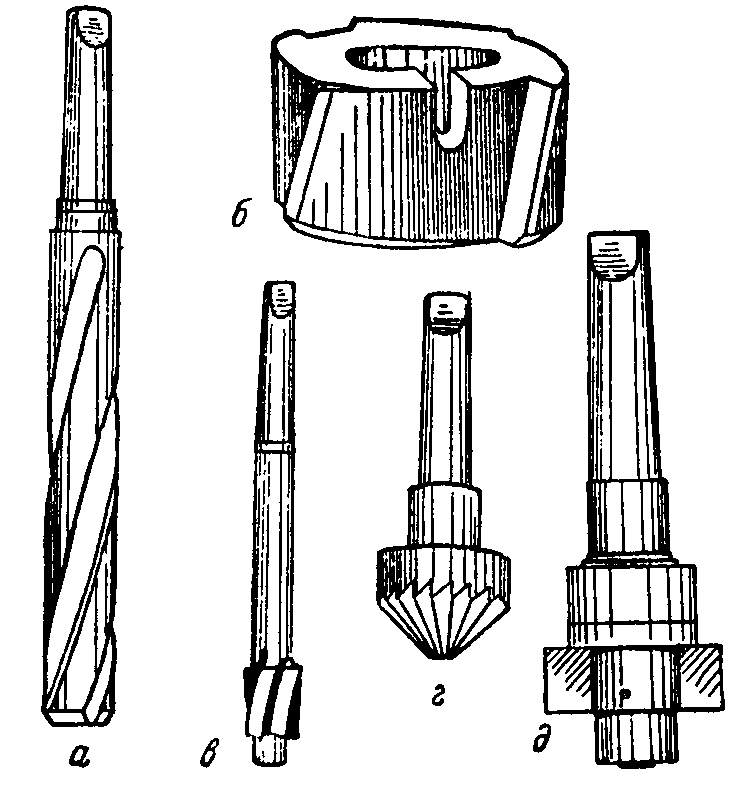
Рис 4.4.5. Зенкеры: а)спиральный целый; б) насадной; в) цилиндрический; г) для конических углубленийзенковка; д) для зачистки торцовых поверхностей.
Зенкеры для получения цилиндрических углублений (рис. 4.4.5,в) имеют направляющую цапфу, которая изготовляется за одно целое с корпусом зенкера или делается сменной.
Зенкеры для получения конических углублений — зенковки (рис. 4.4.5, г) чаще всего имеют угол 2 φ=60°, реже 75, 90 и 120°. Число зубьев— от 6 до 12.
Зенкеры для зачистки торцевых поверхностей (рис. 4.4.5, д) имеют зубья только на торце. Число зубьев этих зенкеров, в зависимости от их диаметра, бывает равным 2,4 или 6.
Кроме описанных, существуют также комбинированные зенкеры для получения ступенчатых отверстий. Эти зенкеры позволяют производить сложную обработку на простом станке, чем достигается уменьшение стоимости обработки.
Развертки. Применяются для окончательной обработки отверстий, причем в результате работы ими получаются чистые и точные отверстия (классы 1—3). Развертыванию отверстий предшествует сверление и зенкерование их.
По форме обрабатываемого отверстия развертки делятся на цилиндрические (рис. 4.4.6, а) и конические (рис. 4.4.6, в).

Рис 4.4.6. Развертки: а) цилиндрическая; в) коническая
Так же как и зенкеры, развертки делают хвостовыми и насадными.
Рабочая часть l цилиндрической развертки (рис. 4.4.6, а) состоит из режущей части l1, калибрующей части l2 и заднего конуса l3. Число зубьев развертки берется четным (6 и больше), чтобы была возможность промера диаметра развертки микрометром. Во избежание получения граненого отверстия, распределение зубьев по окружности делают неравномерным (рис. 4.4.6, б), однако с учетом того, чтобы обеспечить возможность промера диаметра по ленточке (рис. 4.4.6, г).
Вопросы для самопроверки:
Каковы особенности процесса резания при сверлении по сравнению с методом точения?
При каких условиях применяют рассверливание, зенкерование и развертывание отверстий?
Почему расточные станки должны иметь повышенную жесткость?
Как вы предлагаете производить обработку соосных отверстий в нескольких стенках корпусных деталей?
Какими способами можно обрабатывать плоскую поверхность на расточном станке?
Каковы преимущества агрегатных станков и их значение в автоматизации производства деталей машин?