

Режущие инструменты для нарезания зубчатых колес по методу обкатки.
Червячная модульная фреза (рис.2.3.2,а) представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки с передним γ и задним α углами заточки. Червячные фрезы изготовляют однозаходными и многозаходными. Чем больше число заходов, тем выше производительность фрезы, но ниже точность. Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубьями и червячные колеса.
Зуборезный долбяк (рис. 2.3.2, б) представляет собой зубчатое колесо, зубья которого имеют эвольвентный профиль с передним γ и задним α углами заточки. Различают два типа долбяков: прямозубые для нарезания цилиндрических колес с прямыми зубьями и косозубые для нарезания цилиндрических колес с косыми зубьями.
Зубострогальный резец (рис. 2.3.2, в) имеет призматическую форму с соответствующими углами заточки и прямолинейной режущей кромкой. Передний γ и задний α углы образуются при установке резца в резцедержателе станка. Эти резцы применяют попарно для нарезания конических зубчатых колес с прямыми зубьями.
Режущие инструменты, работающие по методу обкатки, позволяют нарезать одним инструментом данного модуля колеса того же модуля с любым числом зубьев.
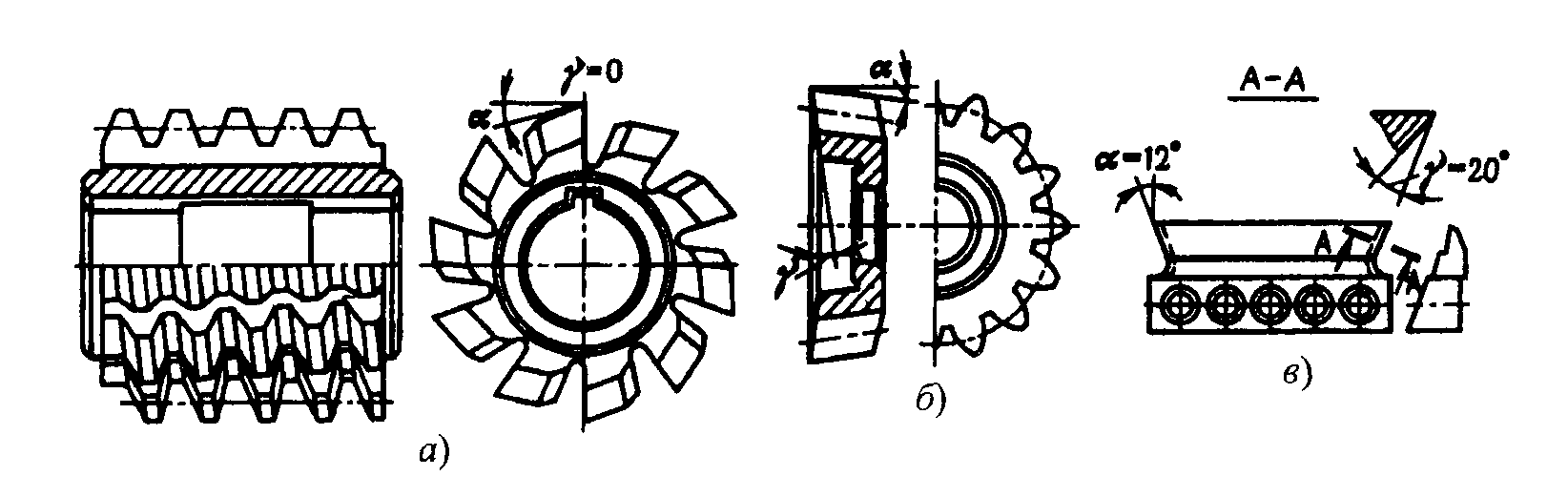
Рис. 2.3.2. Инструмент для нарезания зубчатых колес по методу обкатки
Вопросы для самопроверки:
Дайте определение составляющих режима резания и назовите их размерности.
Что понимают под схемой обработки поверхности заготовки?
Какова физическая сущность процесса резания?
Назовите факторы, влияющие на размерную точность обрабатываемых поверхностей.
Назовите факторы, определяющие качество поверхностного слоя обработанных поверхностей деталей машин.
Занятие 13 лекция 9
Раздел III. Обработка материалов точением и
Строганием.
Тема 3.1. Геометрия токарного резца
Геометрические параметры режущей части резца.
Токарный прямой проходной резец (рис. 3.1.1) имеет режущую часть I и присоединительную часть II, которая служит для закрепления резца в резцедержателе. Режущая часть образуется при специальной заточке резца и имеет следующие элементы: переднюю поверхность лезвия, по которой сходит стружка; заднюю поверхность лезвия 2, обращенную к поверхности резания заготовки; вспомогательную заднюю поверхность 5, обращенную к обработанной поверхности заготовки; режущую кромку 3, вспомогательную режущую кромку 6, вершину лезвия 4. Инструмент затачивают по передней и задним поверхностям. Для определения углов, под которыми расположены поверхности режущей части инструмента относительно друг друга, вводят координатные плоскости (рис. 3.1.2). Основная плоскость Рус проходит через точку режущей кромки перпендикулярно к направлению скорости главного движения резания. Плоскость резания Рпс проходит касательно к режущей кромке лезвия перпендикулярно к основной плоскости. Главная секущая плоскость Рτс проходит перпендикулярно к линии пересечения основной плоскости и плоскости резания. Вспомогательная секущая плоскость Ртс1 - плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Углы резца определяют положение элементов режущей части в пространстве относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Углы инструмента оказывают существенное влияние на процесс резания и качество обработанных поверхностей заготовок.
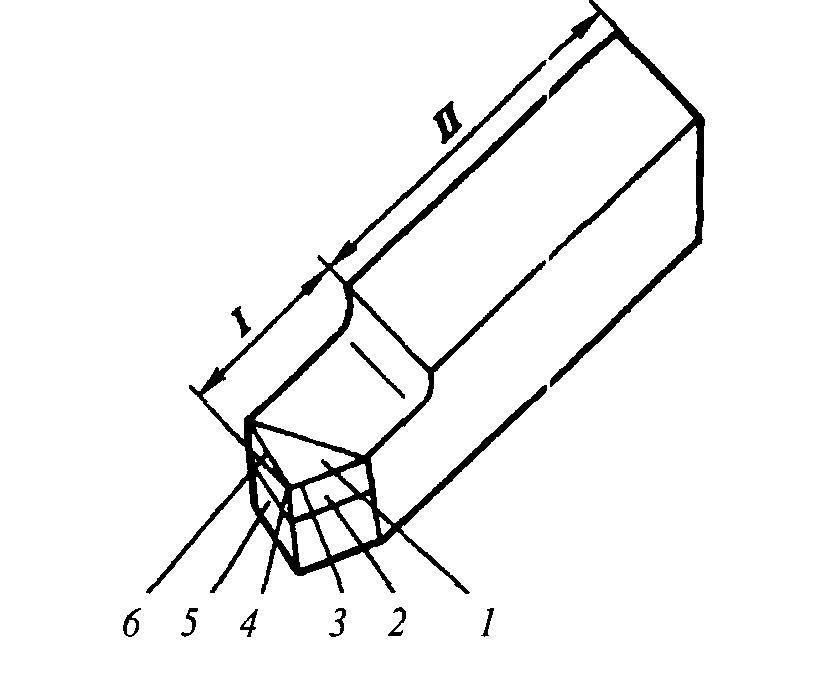
Рис. 3.1.1. Элементы токарного прямого проходного резца
Углы резца определяют положение элементов режущей части в пространстве относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Углы инструмента оказывают существенное влияние на процесс резания и качество обработанных поверхностей заготовок.
У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из следующих условий: ось резца перпендикулярна к линии центров станка; вершина резца находится на линии центров станка; совершается главное движение резания.
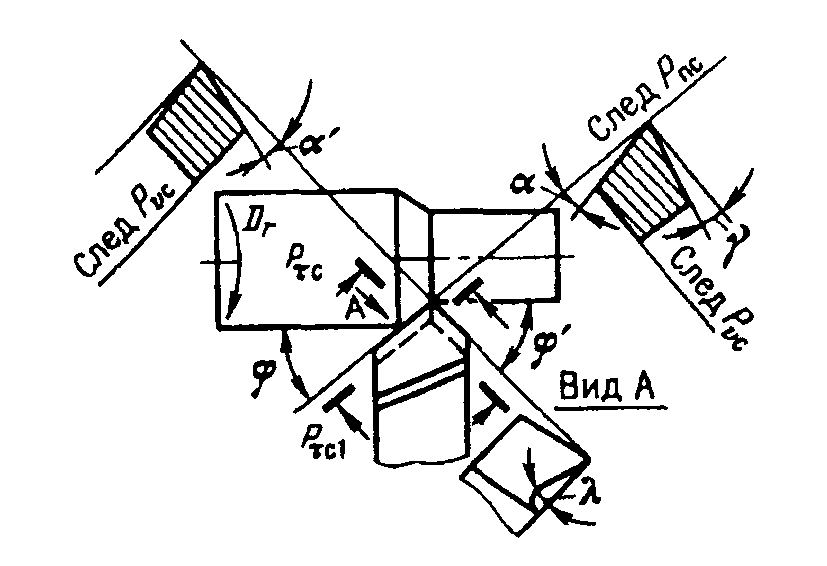
Рис. 3.1.2. Углы резца в статике
Передний угол у измеряют в главной секущей плоскости между следом передней поверхности лезвия и следом плоскости, перпендикулярной к следу плоскости резания. Передний угол γ оказывает большое влияние на процесс резания. С увеличением угла γ уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, снижаются силы резания и расход мощности. Одновременно улучшаются условия схода стружки, а качество обработанной поверхности заготовки повышается. Чрезмерное увеличение угла γ приводит к снижению прочности главной режущей кромки, увеличению износа вследствие выкрашивания, ухудшению условий теплоотвода от режущей кромки.
При обработке заготовок из хрупких и твердых материалов для повышения прочности и стойкости резца следует назначать меньшие значения угла γ, иногда – отрицательные. При обработке заготовок из мягких и вязких материалов угол γ увеличивают.
Главный задний угол α измеряют в главной секущей плоскости между следом плоскости резания и следом главной задней поверхности. Наличие угла α уменьшает трение между главной задней поверхностью инструмента и поверхностью резания заготовки, что уменьшает износ инструмента по главной задней поверхности. Чрезмерное увеличение угла α приводит к снижению прочности режущей кромки. Угол α назначают исходя из величины упругого деформирования материала обрабатываемой заготовки.
Вспомогательный задний угол α' измеряют во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Наличие угла α' уменьшает трение между вспомогательной задней поверхностью инструмента и обработанной поверхностью заготовки.
Угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением движения подачи оказывает значительное влияние на шероховатость обработанной поверхности. С уменьшением угла φ шероховатость обработанной поверхности снижается. Одновременно увеличивается активная рабочая длина главной режущей кромки. Сила и температура резания, приходящиеся на единицу длины кромки, уменьшаются, что снижает износ инструмента. С уменьшением угла φ возрастает сила резания, направленная перпендикулярно к оси заготовки и вызывающая ее повышенную деформацию. С уменьшением угла φ возможно возникновение вибраций в процессе резания, снижающих качество обработанной поверхности.
Вспомогательный угол в плане φ' – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным движению подачи. С уменьшением угла φ' шероховатость обработанной поверхности снижается, увеличивается прочность вершины резца, снижается его износ.
Угол наклона режущей кромки λ – угол в плоскости резания между режущей кромкой и основной плоскостью. С увеличением угла λ качество обработанной поверхности ухудшается.
Углы γ, α, φ и φ' могут изменяться вследствие погрешности установки резца.
Если при обтачивании цилиндрической поверхности вершину резца установить выше линии центров, то угол γ увеличится, а угол α уменьшится, а при установке вершины резца ниже линии центров станка – наоборот. Если ось резца будет неперпендикулярна к линии центров станка, то это вызовет изменение углов φ и φ'.
В процессе резания углы у и а резца меняются. Это можно объяснить тем, что меняется положение плоскости резания в пространстве вследствие вращения заготовки и поступательного движения резца. В этом случае реальной поверхностью резания, к которой касательна плоскость резания, будет винтовая поверхность. При работе с большими подачами и при нарезании резьбы резцом изменение углов γ и α будет существенным, что следует учитывать при изготовлении резцов, внося коррекцию в значение этих углов.
Углы γ и α в процессе резания могут оказаться переменными, что имеет место при обработке сложных поверхностей деталей типа кулачков, лопаток турбин, винтовых поверхностей с переменным шагом.
ЗАНЯТИЕ 15
ЛЕКЦИЯ 10
Образование нароста и состояние материала под поверхностью
резания.
При резании металлов срезаемый слой в результате пластического деформирования приобретает повышенную физическую активность и, будучи плотно прижатым силами нормального давления к передней поверхности режущего инструмента, схватывается (сваривается) с ней.
Схватыванию обрабатываемого материала с материалом инструмента способствуют высокая температура в зоне резания и то обстоятельство, что при резании в контакт вступают вновь образованные ювенильные физико-химически чистые, свободные от каких-либо пленок поверхности. Первоначально на поверхности контакта стружки с передней поверхностью происходят точечные контакты с образованием налипов на передней поверхности. С течением времени число таких налипов растет и они покрывают площадь контакта сплошной тонкой пленкой из обрабатываемого материала, которая называется первослоем. Поскольку этот первослой обладает абсолютным сродством с обрабатываемым материалом, акты схватывания между ними происходят чаще и интенсивнее с образованием более крупных наслоений. Схватывание и наслаивание микрообъемов обрабатываемого металла на переднюю поверхность инструмента приводит к образованию на ней слоя упрочненного микролегированного материала, прочно соединенного с инструментом. Процессы периодического cхватывания и последовательного наслаивания упрочненного материала стружки повторяются многократно, в результате на передней поверхности образуется новое довольно крупное тело, называемое наростом. Из представленной на рис.3.1.3. фотографии хорошо видно ярко выраженное слоистое строение нароста. Форма нароста зависит от свойств обрабатываемого материала, элементов режима резания и других конкретных условий обработки. Нарост состоит из основания и вершины. Вершина является неустойчивой частью нароста, она, по мере увеличения высоты нароста, разрушается и уносится из зоны стружкообразования, сходящей по ней стружкой (как это видно на рис.3.1.3) или поверхностью резания обрабатываемой заготовки (см. рис.3.1.5)

Рис.3.1.3. Строение нароста
Из параметров режима резания на интенсивность образования, размеры и форму нароста наиболее сильно влияет скорость резания. На очень малых скоростях резания нарост не удерживается на передней поверхности инструмента, из-за мелко-элементной сыпучей стружки с увеличением скорости интенсивность образования нароста возрастает лишь до какого-то значения скорости, после которого интенсивность его образования и размеры начинают уменьшаться.
На рис.3.1.4. представлены корни стружки, полученные, при точении стали 45 с разными скоростями резания.
Здесь видно, что скорость резания сильно влияет на размеры и форму нароста. Нарост наибольшей высоты образуется на скорости 13 м/мин. На скорости 28 м/мин. образуется нарост меньшей высоты и другой формы. На сравнительно большой скорости резания 55м./мин. нароста уже почти нет. Можно предположить, что на такой скорости температура в зоне резания выше температуры «отдыха» обрабатываемого материала, под влиянием которой материал нароста разупрочняется и не может противостоять истирающему действию обрабатываемого материала.
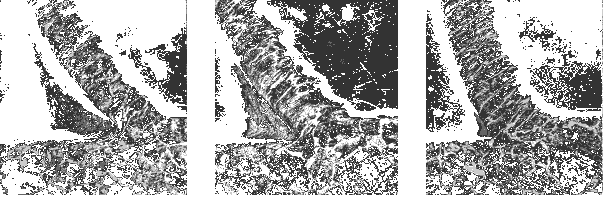
Рис.3.1.4. Корни стружки с наростом, полученные при точении, стали 45.
Скорость резания: а. — 13, б. — 28 и в. — 55 м/мин.
Поскольку нарост образуется из сильно деформированного металла, твердость которого намного больше твердости исходного обрабатываемого, то и нарост в целом имеет высокую твердость, в 2...3 раза превосходящую твердость обрабатываемого материала. Наличие высокой твердости позволяет наросту успешно противостоять воздействию стружки и выполнять работу самого режущего инструмента. Он служит продолжением инструмента и принимает на себя его функции. Химический и микроструктурный анализы нароста показали, что в составе нароста задерживается наиболее сильно упрочняющаяся перлитная структурная составляющая обрабатываемого материала, которая и обеспечивает высокую твердость нароста.
Нарост на режущем инструменте образуется не всегда, а только в тех случаях, когда условия резания благоприятствуют этому. Необходимыми условиями существования нароста являются следующие:
Обрабатываемый материал должен обладать способностью упрочняться при пластическом деформировании.
Температура в зоне резания должна быть ниже той температуры, при которой происходит разупрочнение материала нароста.
Должна образовываться сливная стружка. При образовании стружек скалывания нарост не удерживается на передней поверхности вследствие прерывистости процесса резания.
Коэффициент трения в зоне контакта обрабатываемого материала с передней поверхностью должен быть больше единицы.

Рис. 3.1.5. Корень стружки с разрушающимся наростом.