

Занятие 11 лекция 8
Тема 2.3. Инструмент для шлифования. Режущие инструменты для нарезания зубчатых колес.
Инструмент для шлифования.
Шлифовальный круг состоит из абразивных зерен (режущих элементов круга), связки и пор. Связка удерживает зерна в теле круга.
Шлифовальные круги характеризуются формой, размерами, видом абразивного материала, величиной зерна (зернистостью), видом связки, твердостью и внутренней структурой.
По форме шлифовальные круги разделяют на следующие типы: 1) плоские прямого профиля ПП (рис. 2.3.1,а) размерами D=3-100 мм, d = 1-305 мм, В = 6-200 мм – для наружного круглого, внутреннего, бесцентрового и плоского шлифования, а также для заточки резцов; 2) плоские с двусторонним коническим профилем 2П (рис. 2.3.1,6) и плоские конические профили 4П (рис. 2.3.1,в) – для шлифования резьбы, зубчатых колес и т. д.; 3) плоские с выточкой ПВ (рис. 2.3.1,г) – для круглого шлифования с подрезкой торца; 4) круги-диски D шириной (толщиной) 0,5–4 мм и наружным диаметром 80–500 мм (рис. 2.3.1,д) – для отрезных и прорезных работ; 5) круги-кольца К (рис. 2.3.1,е), круги-чашки цилиндрические ЧЦ (рис. 2.3.1,ж) и круги-чашки конические ЧК (рис. 2.3.1,з) – для плоского шлифования торцом круга и др.
Шлифовальные круги изготовляют из естественных (алмаза, корунда, кварца, наждака) и искусственных абразивов (электрокорунда, карборунда, карбида бора).
Кроме абразивных, используют шлифовальные круги из синтетического (технического) алмаза разных марок. Алмазные круги применяют всех типов, за исключением кругов-чашек цилиндрических. Алмазные инструменты, в отличие от абразивных, изготовляют не сплошными; они имеют алмазный слой со связкой толщиной до 3 мм. Закрепляют их на металлическом корпусе.
Зерна абразивных материалов обладают очень высокой твердостью и термостойкостью, имеют острые режущие кромки, способные резать весьма твердые металлы и сплавы (чугун с отбеленным слоем, закаленную сталь и т. п.).
Зернистость шлифовального круга влияет на качество получаемой поверхности: чем мельче зерно круга, тем чище поверхность. Зернистость шлифовальных кругов характеризуется размером зерен и обозначается
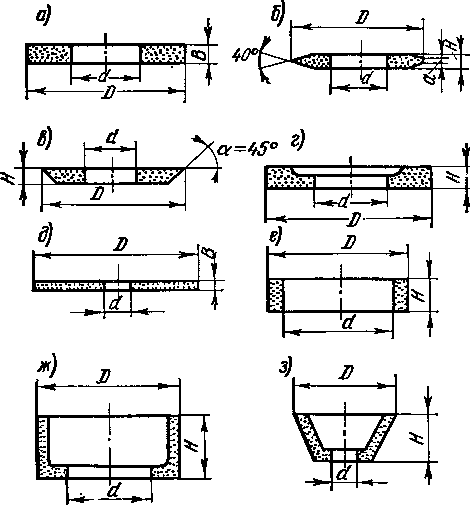
Рис. 2.3.1. Формы шлифовальных кругов
соответствующим номером. Согласно ГОСТ 3647–71 абразивные материалы разделяют на три группы: шлифовальное зерно от № 200 (2500–2000 мкм) до № 16 (200–160 мкм); шлифовальные порошки от № 12 (160–125 мкм) до № 3 (28 мкм); микропорошки от М40 до М5 (40–3,5 мкм).
Круги с зернистостью до 80 мкм применяют для чернового шлифования, до 25 мкм – для обычного чистового шлифования. До 3 мкм – для резьбошлифования и микропорошки – для отделочных работ (доводка и т. д ).
Связку изготовляют на неорганической (керамической К, силикатной С и магнезиальной М) или органической основе (бакелитовой Б и вулканитовой В). Большинство шлифовальных кругов готовят на керамической связке, имеющей повышенную прочность и допускающей охлаждение.
Твердость шлифовального круга характеризуется сопротивляемостью связки срыванию абразивных зерен с поверхности круга под действием внешних сил. Установлены семь классов твердости шлифовальных кругов: мягкий – Ml, М2, МЗ; среднемягкий – СМ1, СМ2; средний – CI, С2; среднетвердый – СТ1, СТ2, СТЗ; твердый – Т1, Т2; весьма твердый – ВТ1, ВТ2; чрезвычайно твердый – ЧТ1, ЧТ2. Цифры в обозначении характеризуют степень твердости абразивного материала в порядке ее возрастания.
Правильный выбор твердости круга существенно влияет на процесс шлифования и прежде всего на самозатачиваемость круга. Самозатачиваемость – выкрашивание из круга затупленных зерен и обнажение новых зерен с острыми гранями. При выборе для шлифования данного материала слишком твердого круга – зерна не будут выкрашиваться и, следовательно, самозатачивания не произойдет. Это приведет к засаливанию круга и ожогу шлифуемой поверхности. Из слишком мягкого круга зерна могут осыпаться и он потеряет форму. Обычно для шлифования мягких материалов выбирают твердые круги, и наоборот.
При засаливании круга с целью восстановления его режущей способности и исправления геометрической формы применяют правку шарошками, твердосплавными роликами, абразивными дисками и техническими алмазами.
Объемное соотношение абразивных зерен, связки и пор характеризует структуру круга; ее обозначают номерами от 0 до 12. Структуры № 0–3 называют закрытыми или плотными; круги с этими структурами применяют при круговом шлифовании твердых и хрупких материалов, когда требуется высокая чистота получаемой поверхности. Структуры № 4–7 называют средними; круги с этими структурами применяют для наружного круглого шлифования и плоского шлифования мягких металлов. Круги со структурой № 8–12 называют открытыми; их применяют для скоростного шлифования.
В последнее время применяют высокопористые шлифовальные круги со структурой № 13–18. При скоростном шлифовании круги с такой структурой захватывают воздух, который, создавая внутренние воздушные потоки, поглощает тепло, улучшая тем самым режущую способность абразивных зерен и уменьшая нагрев обрабатываемой детали.
Характеристика шлифовальных кругов отражается в их маркировке. Например, марка Э40СМ2К5 ПП600х20х305 50 м/с означает, что круг изготовлен из электрокорунда, имеет зернистость № 40, твердость СМ2, керамическую связку К, структуру № 5, плоскую форму прямого профиля размером 600х20х305 мм и допускает скорость вращения 50 м/с.