

10. Производственный цикл при различных видах перемещения предметов труда (последовательный и параллельно-последовательный виды перемещения).
В зав-ти от возможностей и целей, которые ставятся при организации многоопреационного производственного процесса могут быть применены след. виды пермещ-ия произв-х партий предметов труда: последовательный; //-но последовательный.
Последовательный вид перемещения хар-ся непрерывн. изготовл. или ремонта всей производств. партии предметов труда на каждой операции и одновременностью ее передачи с операции на операцию.
Т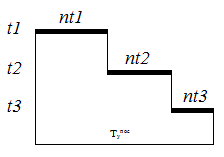 акая
организация наиболее простая, но приводит
к перерывам партийности связанным с
ожиданием изготовления всех предметов
труда партии на каждой операции. Этот
вид перемещения имеет наибольшую
величину производственного цикла и
может примен-ся в единичном и мелкосерийном
произв-ве.
акая
организация наиболее простая, но приводит
к перерывам партийности связанным с
ожиданием изготовления всех предметов
труда партии на каждой операции. Этот
вид перемещения имеет наибольшую
величину производственного цикла и
может примен-ся в единичном и мелкосерийном
произв-ве.
Прозводственный цикл при //-ом виде перемщения будет:
![]() ,
где n-
кол-во предметов труда в производственной
партии; m-
кол-во (число) технологических операций
производственного процесса; ti-
продолжительность i-той
операции процесса; Ci-
число рабочих мест на i-той
операции; tMOi-
время перемещения предметов труда с
предыдущей операции на последующую.
,
где n-
кол-во предметов труда в производственной
партии; m-
кол-во (число) технологических операций
производственного процесса; ti-
продолжительность i-той
операции процесса; Ci-
число рабочих мест на i-той
операции; tMOi-
время перемещения предметов труда с
предыдущей операции на последующую.
//-но последовательный вид перемещения сохраняет непрерывность изготовления производственной партии предметов труда на каждой операции при частичном совмещении времени выполнения смежных операций.
С операции на операцию предметы труда перемещ-ся транспортными (передаточными) партиями. Величина транспортной партии зависит от транспортной хар-ки предметов труда. Кол-во транспортных партий опр-ся соотнош.: n/p.
Для сохранения непрерывности изготовления прантии предметов труда на последующие операции процесс планир-ся следующим образом: 1) если продолжит-ть предшевствующей операции меньше последующей, то изготовление 1-ой транспортной партии предметов труда на последующие операции начинается сразу по ее готовности на предшествующие; 2) если продолжит-ть предшествующих операций больше последующей, то сразу передается на последующую операцию только последняя транспортная партия, все остальные партии будут иметь перерывы партийности.
n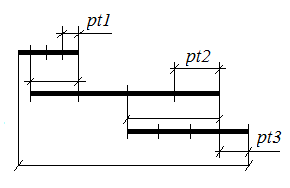 =12шт;
P=3шт;
n/p=4партии,
t1=2мин,
t2=6мин,
t3=4мин.
=12шт;
P=3шт;
n/p=4партии,
t1=2мин,
t2=6мин,
t3=4мин.
Производственный
цикл про //-но последовательном в виде
перемещения будет:
![]() ,
где τj-
время одновременной (//-ной) работы на
j-ой
паре смежных опреаций.
,
где τj-
время одновременной (//-ной) работы на
j-ой
паре смежных опреаций.
![]() ,
где tкор∙j-
продолжит-ть наиболее короткой операции
в j-ом
парном сочетании.
,
где tкор∙j-
продолжит-ть наиболее короткой операции
в j-ом
парном сочетании.
11. Производственный цикл при различных видах перемещения предметов труда (параллельный и непрерывно-поточный виды перемещения).
В зав-ти от возможностей и целей, которые ставятся при организации многоопреационного производственного процесса могут быть применены след. виды пермещ-ия произв-х партий предметов труда: //-ый; непрерывно-поточный.
//-ый вид перемещения такой, когда каждая транспортная партия изготавливается непрерывно на всех операциях производственного процесса. Поэтому передача ее с операции на операцию осущ-ся сразу по готовности.
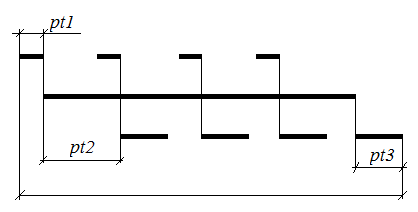
t1=2мин; t2=6мин; t3=4мин; n=12шт; P=3шт; n/p=4партии.
производственный
цикл при //-ом виде перемещения опр-ся
следующим образом:
![]() ,
где tдл-
время выполнения наиб. продолжительн.
гл. операции процесса.
,
где tдл-
время выполнения наиб. продолжительн.
гл. операции процесса.
Недостаток такого вида явл-ся перерывы ожидания на всех операциях, кроме главной.
Непрерывно-поточный вид перемещения явл-ся частным случаем и высшей формой //-го вида перемещения при котор. продолжительность выполнения всех операций = или кратны др. др.
n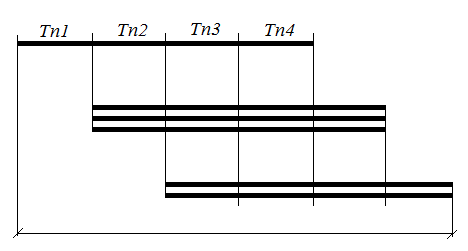 =12шт;
Р=3шт; t1=2мин,
С1=1;
t2=6мин,
С2=3;
t3=4мин,
С3=2.
=12шт;
Р=3шт; t1=2мин,
С1=1;
t2=6мин,
С2=3;
t3=4мин,
С3=2.
Продолжит-ть производственного цикла:
![]()
![]() ,
где Тп-
партионный такт выпуска предметов
труда.
,
где Тп-
партионный такт выпуска предметов
труда.
Данный вид перемещения имеет вид наименьший производительный цикл, обеспечивая полную загрузку рабочих мест и рабочих, непрерывность процесса.
Недостаток: трудоемкость достижения синхронизации операции процесса.