

28. Литье в кокиль – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
29. Литье по выплавляемым моделям – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
30. Литье под давлением – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
31. Литье центробежное – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения фасонных отливок в металлических формах
32. На рисунке изображена:
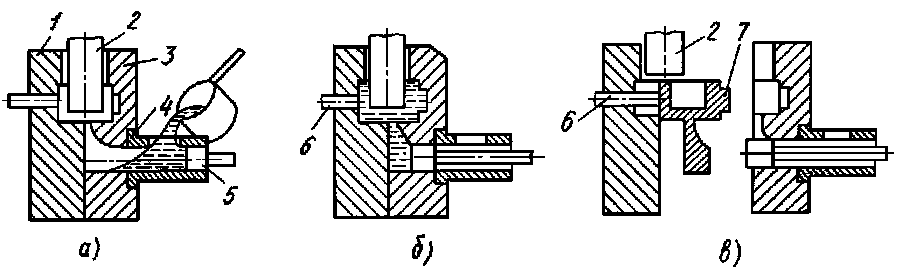
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
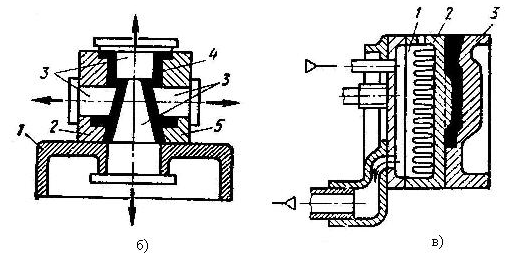
33. На рисунке изображена:

1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
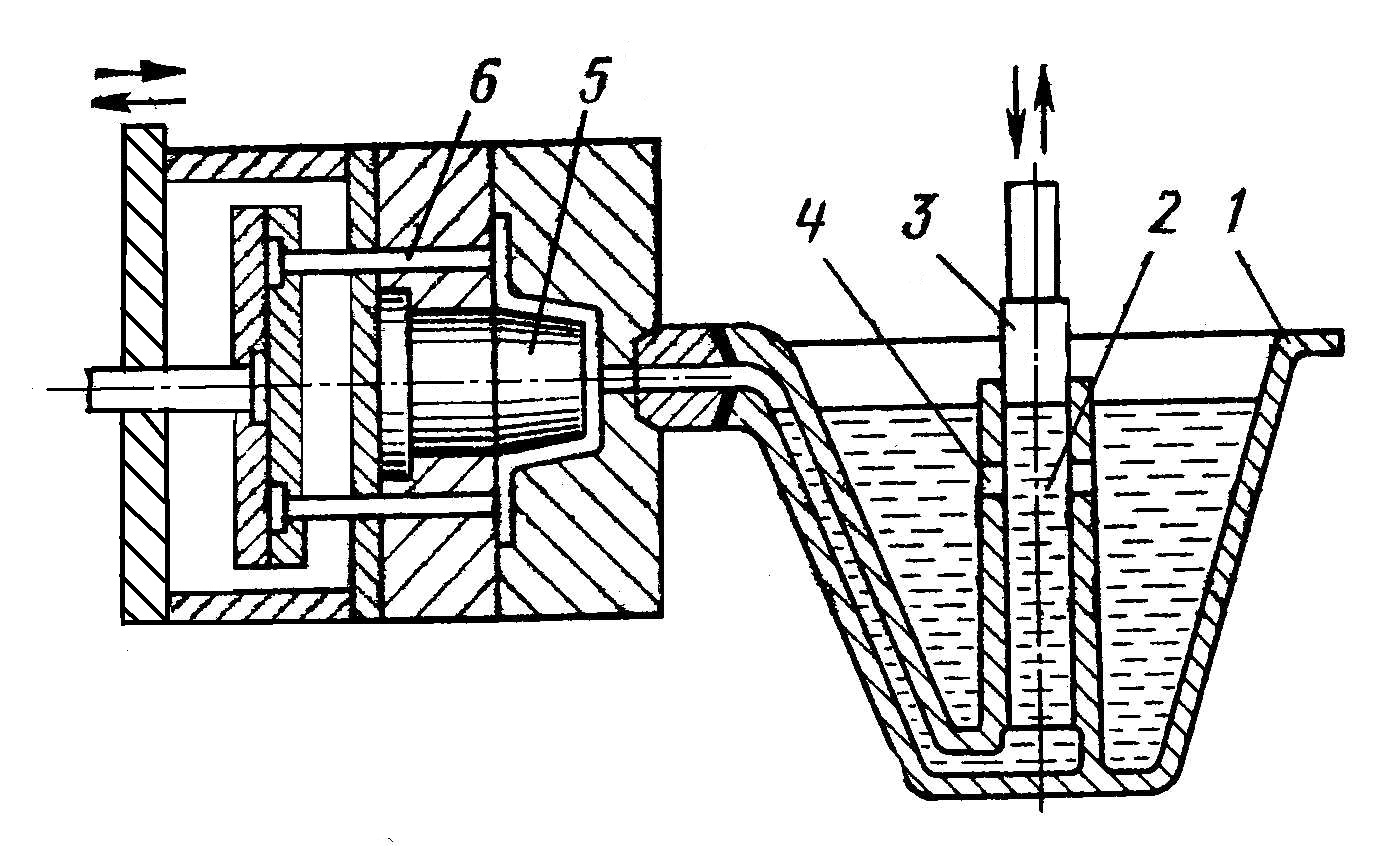
34. На рисунке изображена:
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
35. На рисунке изображена:
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль