

209. Формула описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4. - количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6. -тепловой поток, поступающий в деталь
210. Формула описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4. - количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6. -тепловой поток, поступающий в деталь
211.
Формула
 описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4. - количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6. -тепловой поток, поступающий в деталь
212. Формула описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4. - количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6. -тепловой поток, поступающий в деталь
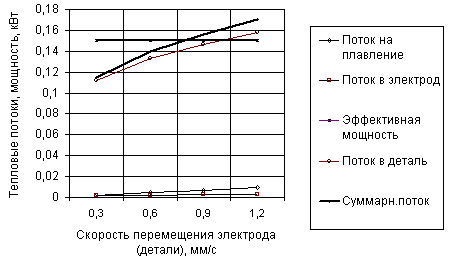
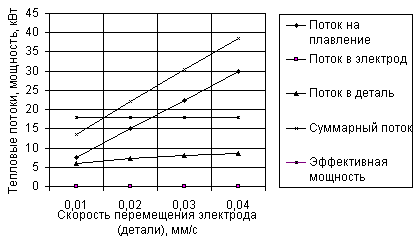
213.
На рис.
 изображены
графики зависимостей тепловых потоков
от скорости перемещения электрода при
ручной дуговой сварке. Какой из графиков
соответствует потоку в деталь:
изображены
графики зависимостей тепловых потоков
от скорости перемещения электрода при
ручной дуговой сварке. Какой из графиков
соответствует потоку в деталь:
- 1,-
- 2,
- 3,
- 4.
214.
На рис.
 изображены
графики зависимостей тепловых потоков
от скорости перемещения электрода при
ручной дуговой сварке. Какой из графиков
соответствует потоку на плавление ?:
изображены
графики зависимостей тепловых потоков
от скорости перемещения электрода при
ручной дуговой сварке. Какой из графиков
соответствует потоку на плавление ?:
- 1,
- 2,
- 3,
- 4.
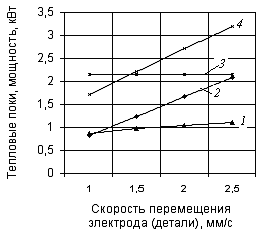
215. Какому из способов сварки соответствуют графики, представленные на рис.?:
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
216.
Какому из способов сварки соответствуют
графики, представленные на рис.?:
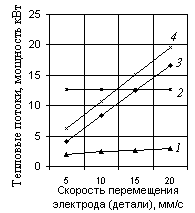
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
217.
Какому из способов сварки соответствуют
графики, представленные на рис.?:

1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
218.
Какому из способов сварки соответствуют
графики, представленные на рис.?
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
219.
Какому из способов сварки соответствуют
графики, представленные на рис.?
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
220.
На рис.
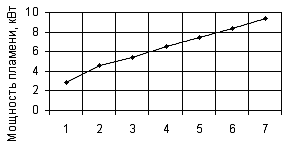 представлена зависимость мощности
пламени от:
представлена зависимость мощности
пламени от:
1. - расхода кислорода , 1000 куб.м./с
2. – расхода ацетилена , 1000 куб.м./с
3. – расхода ацетилена , 10000 куб.м./с
4. – расхода ацетилена , куб.м./с
5. – номера ацетиленовых горелок
221. В горелку подают смесь при соотношении кислорода к ацетилену:
1. (1,5-1,8):1,
2. (1,15-1,2):1
3. 2,5:1
4. 1:1
5. 0,8:1
222. Газовое пламя горелки с наибольшим расходом ацетилена ( 9,4 кВт) по сравнению с близкой по эффективной мощности электрической дугой со стальными электродами при токе 550 А. развивает:
1. – одинаковую плотность теплового потока,
2. - примерно вдвое меньшую плотность теплового потока,
3. - - примерно в 4 раза меньшую плотность теплового потока,
4. - примерно в 8 раз меньшую плотность теплового потока,
5. - примерно в 15 раз меньшую плотность теплового потока.
223. диаметр пятна нагрева газовым пламенем по сравнению с близкой по эффективной мощности электрической дугой примерно:
1. - приблизительно равен,
2. – примерно вдвое больше,
3. - примерно втрое больше,
4. – примерно вдвое меньше,
5. – примерно в 8 раз больше.
224. Разновидность контактной сварки, при которой разогрев стыка осуществляется до высоких температур, достаточных для приведения области контакта в пластическое состояние, но не превышающих температуру плавления.
1. Шовная сварка
2. контактная стыковая сварка оплавлением
3. контактная стыковая сварка,
4. контактная стыковая сварка сопротивлением,
5. контактная точечная сварка
225.
Формула
![]() может быть использована:
может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени 1 большего, чем .
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной для неподвижного точечного источника, например, при ультразвуковой сварке