

116. Формула применительно к продольной прокатке широкой полосы означает:
1. плотность теплового потока на торце стержня, выделенного в валке перпендикулярно поверхности контакта с заготовкой
2. повышение температуры на участке поверхности контакта валка с заготовкой от некоторого равномерно распределенного источника тепла с плотностью теплового потока q
3. среднюю плотность теплового потока на участке контакта валка с заготовкой
4. количество теплоты, поступившей в валок при прокате одной заготовки
5. повышение температуры валка после прокатки 1 заготовки и выравнивания тепла
117. Формула применительно к продольной прокатке широкой полосы означает:
1. плотность теплового потока на торце стержня, выделенного в валке перпендикулярно поверхности контакта с заготовкой
2. повышение температуры на участке поверхности контакта валка с заготовкой от некоторого равномерно распределенного источника тепла с плотностью теплового потока q
3. среднюю плотность теплового потока на участке контакта валка с заготовкой
4. количество теплоты, поступившей в валок при прокате одной заготовки
5. повышение температуры валка после прокатки 1 заготовки и выравнивания тепла
118. Формула применительно к продольной прокатке широкой полосы означает:
1. плотность теплового потока на торце стержня, выделенного в валке перпендикулярно поверхности контакта с заготовкой
2. повышение температуры на участке поверхности контакта валка с заготовкой от некоторого равномерно распределенного источника тепла с плотностью теплового потока q
3. среднюю плотность теплового потока на участке контакта валка с заготовкой
4. количество теплоты, поступившей в валок при прокате одной заготовки
5. повышение температуры валка после прокатки 1 заготовки и выравнивания тепла
119. Формула применительно к продольной прокатке широкой полосы означает:
1. плотность теплового потока на торце стержня, выделенного в валке перпендикулярно поверхности контакта с заготовкой
2. повышение температуры на участке поверхности контакта валка с заготовкой от некоторого равномерно распределенного источника тепла с плотностью теплового потока q
3. среднюю плотность теплового потока на участке контакта валка с заготовкой
4. количество теплоты, поступившей в валок при прокате одной заготовки
5. повышение температуры валка после прокатки 1 заготовки и выравнивания тепла
120. Средний график на рисунке
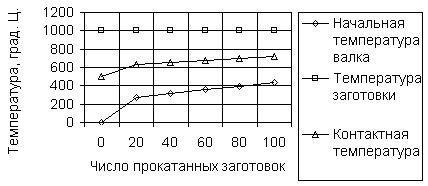
означает:
1. Зависимость начальной температуры валка от числа оборотов валка при прокатке 1 заготовки
2.Зависимость начальной температуры валка от числа прокатанных заготовок
3. Зависимость контактной температуры от числа оборотов валка при прокатке 1 заготовки
4. Зависимость контактной температуры от числа прокатанных заготовок
121. Зависимость контактной температуры от числа прокатанных заготовок
соответствует:
1. верхнему графику
2.среднему графику
3. нижнему графику
4. не соответствует ни одному из представленных графиков
122. Средний график на рисунке
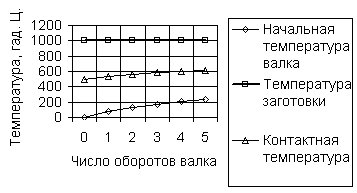
означает:
1. Зависимость начальной температуры валка от числа оборотов валка при прокатке 1 заготовки
2.Зависимость начальной температуры валка от числа прокатанных заготовок
3. Зависимость контактной температуры от числа оборотов валка при прокатке 1 заготовки
4. Зависимость контактной температуры от числа прокатанных заготовок
123. Зависимость контактной температуры от числа оборотов валка при прокатке 1 заготовки
соответствует:
1. верхнему графику
2.среднему графику
3. нижнему графику
4. не соответствует ни одному из представленных графиков
124. При прокатке заготовки контактная температура валка:
1. Плавно и непрерывно возрастает в интервале от 500 до 600 С
2. колеблется с амплитудой около 40 С и частотой около 6 Гц
3. колеблется с амплитудой около 100 С и частотой около 50 Гц
4. колеблется с амплитудой около 400 С и частотой около 0,6 Гц
5. остается постоянной и равной половине температуры заготовки
125. Наиболее точной количественной характеристикой деформации для вычисления работы деформации при волочении проволоки, круглого прутка является:
1. вытяжка
2. относительное удлинение
3. относительное обжатие
4. интенсивность деформации
5. осесимметричный сдвиг
126. Наиболее точная количественная характеристика деформации для вычисления удельной работы деформации при волочении проволоки, круглого прутка может быть вычислена по формуле:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
127.
Формула
![]() позволяет
при волочении проволоки, круглого прутка
вычислить величину, называемую:
позволяет
при волочении проволоки, круглого прутка
вычислить величину, называемую:
1. вытяжкой
2. относительным удлинением
3. относительным обжатием
4. интенсивностью деформации
5. осесимметричным сдвигом
128. Формула позволяет при волочении проволоки, круглого прутка вычислить величину, называемую:
1. вытяжкой
2. относительным удлинением
3. относительным обжатием
4. интенсивностью деформации
5. осесимметричным сдвигом
129.
Формула
![]() позволяет при волочении проволоки,
круглого прутка вычислить величину,
называемую:
позволяет при волочении проволоки,
круглого прутка вычислить величину,
называемую:
1. вытяжкой
2. относительным удлинением
3. относительным обжатием
4. интенсивностью деформации
5. осесимметричным сдвигом
130. Скорость деформации при волочении проволоки, круглого прутка может быть вычислена по формуле:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
131.
При скорости волочения v=40
м/с,
длине деформирующего конуса l=0,04
мм,
деформации
![]() скорости деформации будут порядка:
скорости деформации будут порядка:
1.
![]()
2.
![]()
3.
![]()
4.
![]()
5.
![]()
132. При увеличении обжатия от 0,1 до 0,7 при волочении углеродистой стальной проволоки С=0,9% предел прочности проволоки:
1. практически не изменится, оставаясь примерно равным 1000 МПа
2. увеличится в пределах от 250 до 500 МПа
3. увеличится в пределах от 1500 до 2000 МПа
4. увеличится в пределах от 500 до 1000 МПа
5. увеличится в пределах от 1500 до 2000 МПа
133. При увеличении обжатия от 0,1 до 0,7 при волочении проволоки из железо Армко С=0,02% предел прочности проволоки:
1. практически не изменится, оставаясь примерно равным 1000 МПа
2. увеличится в пределах от 250 до 500 МПа
3. увеличится в пределах от 1500 до 2000 МПа
4. увеличится в пределах от 500 до 1000 МПа
5. увеличится в пределах от 1500 до 2000 МПа