

262 Охлаждение, замораживание и холод, хранение пищевых продуктов
ложенного с задней стороны шкафа, создается интенсивная циркуляция воздуха. Аппарат рассчитан на поддержание средней температуры в процессе замораживания —25° С. Недостаток аппарата данной конструкции — ручная загрузка и выгрузка противней.
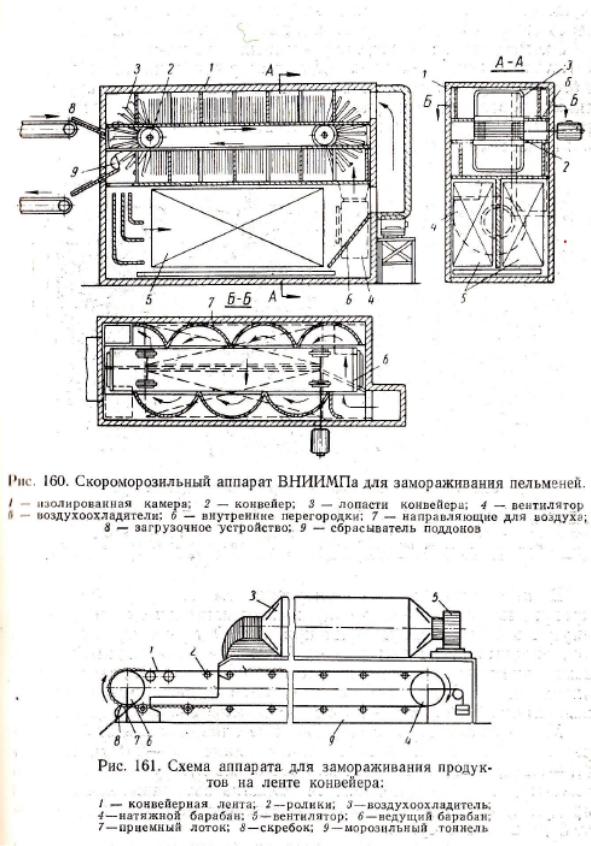
ВНИИМПом разработан скороморозильный аппарат для пельменей (рис. 160). Он представляет собой изолированную камеру, внутри кото-
 рой
вверху расположен конвейер с ло-
рой
вверху расположен конвейер с ло-
пастями, а внизу — два воздухоохла-дителя, отделенные один от другого и от конвейера перегородками.
В торцовой стенке аппарата проре-заны два щелевых люка для загрузки лотков с пельменями на лопасти конве-йера и выгрузки их из аппарата (с по-мощью сбрасывателей).
Рис.
159. Скороморозильный аппарат Гипрорыбпрома:
1
— морозильный шкаф; 2—охлаждающие
батареи; 3—вентилятор;
4
—
противни с продуктом
Е. С. Курылевым и В. А. Тейдером для замораживания пельменей, эндо-кринов, мелкой рыбы и других про-дуктов сконструирован аппарате металлической конвейерной лентой (рис. 161). Продукт, уложенный на верхнюю ветвь металлической ленты, примерзает к ней и, обогнув натяжной барабан, поступает на нижнюю сторону ленты. Скребок вблизи веду-щего барабана сбрасывает замороженный продукт в приемный лоток. Продолжительность замораживания до —16°С в этом аппарате составляет около 10 мин (при температуре воздуха—35°С и скорости его движения 6—8 м/сек).
Мороженое в брикетах закаливается в морозильных аппаратах воздушного охлаждения, находясь в люльках непрерывно движущегося конвейера. Вентиляторы прогоняют воздух вначале через охлаждаю-щие батареи, а затем морозильное отделение.
Замораживание пищевых продуктов 263
264 Охлаждение, замораживание и холод, хранение пищевых продуктов
Замораживание в скороморозильных аппаратах при контакте с металлическими плитами. Для замораживания мяса и рыбы в блоках и других продуктов, расфасованных в мягкую тару с плоскими поверх-ностями (бескостного мяса в мелкой расфасовке, рыбного филе, мелкой рыбы, плодов, ягод, овощей), используют плиточные морозильные аппараты.
Рис.
162. Многоплиточный скороморозильный
аппарат:
а
— схема (плиты раздвинуты); б
— аппарат (1 — каркас; 2
—
гидравлический цилиндр; 3
— подъемный стол; 4
— подъемная рама; 5 — охлаждающие
плиты;
6
— направляющие для плит; 7
— пантографы; 8
— поплавковый вентиль;
9
— отделитель жидкости; 10
— бронированные резиновые шланги
подачи и отсоса хладагента; 11
— бачок для масла; 12
— масляный насос;
13
— замораживаемый продукт; 14
— деревянные подставки)
В многоплиточном скороморозильном аппарате (рис. 162) продукт замораживается между полыми металлическими плитами, внутри кото-рых циркулируют при низкой температуре кипящий холодильный агент или рассол. В плиточном аппарате процесс замораживания совершается быстрее, чем в аппаратах с воздушным охлаждением. Эти аппараты отличаются большой удельной производительностью (до 2—3 Мг с 1 м2 занимаемой площади в сутки).
Многоплиточные скороморозильные аппараты имеют 8—21 гори-зонтальных плит. Размеры плит: длина 1,5—2,0 м, ширина 0,7—1,2 м, толщина 25—60 мм. Расстояние между охлаждающими плитами, кото-рым определяется толщина замораживаемого слоя продукта, от 25 до 100 мм. Производительность аппаратов — от 3 до 25 Мг в сутки.
Плиты перемещают по вертикали (сдвигают и раздвигают) с помо-щью гидравлического масляного подъемного устройства и рычажного
Замораживание пищевых продуктов 265
пантографа. При загрузке аппарата плиты раздвигают и продукты в соответствующей таре укладывают на их поверхность. Затем плиты сближают для достижения плотного соприкосновения их с продуктом. Давление на продукты от плит поддерживается все время постоянным (0,015—0,07 Мн/м2). Для этого имеется предохранительный клапан, автоматически перепускающий масло из гидравлического цилиндра в масляный ресивер.
При температуре кипения холодильного агента (NН3, фреон-12, фреон-22) до —34° С (продолжительность замораживания мяса и рыбы от +10 до —18° С в пакетах толщиной 90 мм составляет 190 мин (в целлофане) и 300 мин (в картоне); при тех же условиях для пакетов толщиной 50 мм — соответственно 84 и 165 мин.
Аппарат заключен в изолированный корпус и имеет двустворчатые двери для загрузки и выгрузки продуктов.
Многоплиточный скороморозильный аппарат непрерывного дейст-вия фирмы Америо (США) (рис. 163) предназначен для замораживания блоков толщиной от 15,9 до 50,8 мм, а в отдельных случаях до 120 мм. Аппарат состоит из 20 охлаждаемых аммиаком горизонтальных плит.
В аппарате размещают 1680 коробок (на каждой плите 6 рядов, по 14 коробок в ряду). Коробки подают к аппарату транспортером. Когда соберется 14 коробок, загрузочная штанга перемещает их с транспор-тера в промежуток между двумя плитами; ранее загруженные коробки предварительно сдвигаются на один ряд вперед, причем первый ряд коробок с противоположной стороны плиты сталкивается на транспор-тер и поступает в холодильную камеру на хранение. После этого авто-матическое устройство отключает загрузочную штангу и перемещает плиты на один ряд выше для загрузки. Продолжительность цикла пог-рузки и выгрузки одного ряда коробок на все плиты равна продолжите-льности замораживания, разделенной на число рядов коробок, устанав-ливаемых на одной плите.
Роторный полуавтоматический скороморозильный аппарат (конструк-ции В. Горбатова, С. Микеницкого, А. Ниточкина), предназначенный для блочного замораживания мяса и рыбы (рис. 164), состоит из полого вала с двумя дисками и шарнирно закрепленных на них блок-форм из нержавеющей стали, закрытых кожухом. Каждая блок-форма представ-ляет собой две плоские пустотелые плиты, которые в рабочем положе-нии образуют гнезда прямоугольной формы. В плитах циркулирует холодильный агент, поступающий через полый вал и гибкие шланги. Загрузка и разгрузка форм — автоматические.
Замораживаемый продукт транспортером подают в бункер-дозатор, а затем автоматически в кассеты, смонтированные на раме загрузочного