

2.4. Розробка циклу позиціонування 2.4.1. Алгоритм циклу позиціонування
У загальному випадку будь-який цикл позиціонування може бути представлений графіком. На кожному етапі наближення до точки позиціонування Х0 система формує одне з можливих управлінь U:
при δ = Х – Х0
для позитивної області (δ > 0) KN = 1, для негативній області (δ < 0) KN = -1.
Для випадку ступінчастого позиціонування K1 = K2 = K3 = 0.
Отримуємо:

δ1 – зона нечутливості;
U1 – стрибок управління,
δ1 = 3 дискрети = 0,01 мм.
δ2 = 0,1 мм.
δ 3 = 2∙ δ2 = 0,2 мм.
δ 4 = 4∙ δ2 = 0,4 мм.
U1 = 0,5 В.
U2 = 1,0 В.
U3 = 2,0 В.
U4 = 5,0 В.

За результатами обчислень будуємо графік циклу позиціонування.
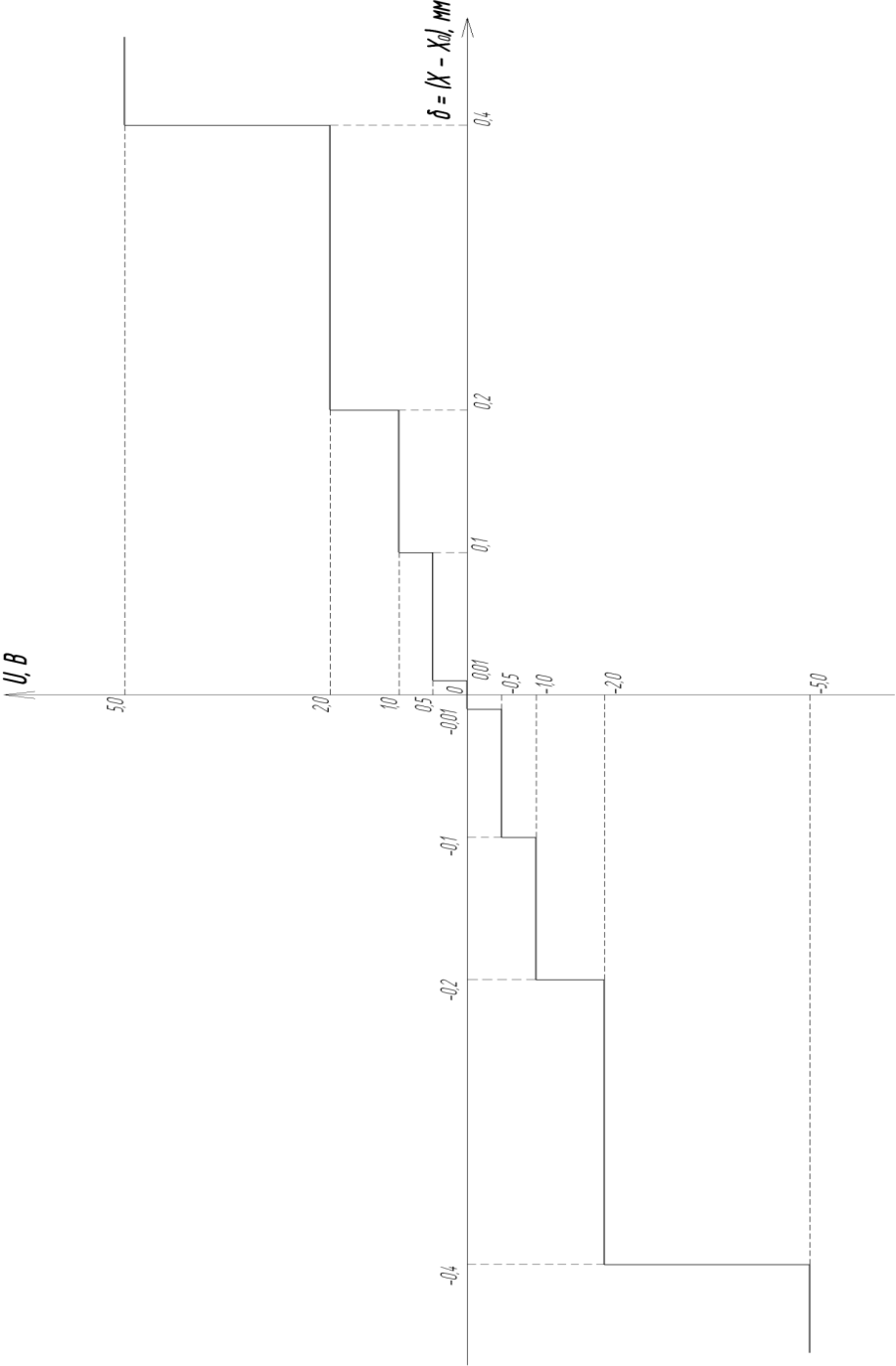
Рис. 2.1 графік циклу позиціонування
2.4.2Блок-схема алгоритма
Цикл починається з розрахунку поточного значення δ = Х - Х0. Після визначення знака δ формується значення коефіцієнта KN. Далі проводиться аналіз виконання умови δ> δi, на підставі якого формується рівняння U = Ui. Після виконання умови δ <δ1, включається підпрограма формування сигналів кінця обробки кадрів (КОК). На блок-схемі опущена підпрограма затримки τ перед формуванням сигналу кінця обробки кадру.

Рис. 2.2. Блок-схема алгоритма
СПИСОК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
Автоматизированное проектирование приводов главного движения металлорежущих станков / В.Ю. Анцев, А.Н. Иноземцев, В.Н. Савушкин;
Вовнобой В.Е., Гуревич В.М., Григорян А.К. Операционная система УЧПУ «Электроника НЦ 80-31» // Станки и инструмент, 1983. №12. 11с.
Ратмиров В.А. Управление станками гибких производственных систем. – М., 1987. – 272с.