

1.2.2.За конструкцією
Фрези мають різні конструктивні особливості. Вони можуть бути цільними, тобто зробленими монолітно з однієї заготовки. Звичайно, такі фрези намагаються робити невеликими, щоб даремно не витрачай дорогою інструментальний матеріал. Але коли розміри фрез зростають, роблять інакше - їх проектують збірними. У збірних фрезах корпус виготовляють з недорогих сталей, а зуби - зі спеціальних твердих сплавів. В цьому випадку твердосплавні пластинки безпосередньо припаюють або приклеюють до корпусу фрези або до так званих ножів, які в свою чергу вже механічним шляхом закріплює в корпусі за допомогою клинів, втулок, гвинтів, рифлень і притисків. Звичайно, фрези з механічним кріпленням ножів дуже складні, але зате ножі можна заміняти на інші і виставляти їх на необхідний розмір.
Як бачите, фрези різноманітні. Але це не поширюється на конструкції їх зубів. Тут існує тільки два принципових типи. В одному знаходяться фрези з загостреними зубами, а в іншому - з затилованними. Гострі зуби мають передню і задню поверхні плоскої форми. заточення таких зубів здійснюють по задній поверхні, що дуже зручно, але, на жаль, призводить до зменшення висоти зуба. Подивимось на зуб фрези (рис. 1.1) - штрихові лінії умовно позначають зняття шарів металу по задній поверхні. Цілком очевидно, що для зубів фасонних фрез така переточка неприпустима, оскільки призводить до зміни форми ріжучої кромки. Щоб цього не відбувалося, застосовують фрези з затилованнимі зубами, у яких передня поверхня плоска, а задня має форму Архімедової спіралі. Заточування і переточування затилованних зубів виконують (як показано пунктиром) уже не по задній поверхні, а по передній. Проте в обох принципових випадках все робиться з єдиною метою - якомога простіше забезпечити раціональні кути різання клина, максимально зберегти необхідну форму ріжучої кромки, розміри зубів, їх точність, міцність і довговічність.
 рис.
1.2
рис.
1.2
а - гострі зуби; б - Затилованние зуби
1.2.3. Кріплення фрез
На закінчення відзначимо, що кріплення фрез різних конструкцій на верстатах здійснюють за допомогою конусних або циліндричних хвостовиків, що встановлюються безпосередньо в конусний отвір шпинделя верстата або затискають в патроні. Фрези з хвостовиками називають "хвостовими". На відміну від них фрези з центральними отворами називають насадними. Їх попередньо надягають на спеціальну оправку, яку потім зміцнюють в шпинделі верстата.
1.3. Класифікація фрезерних верстатів та їх особливості
1.3.1. Основні типи фрезерних верстатів
Фрезерні верстати поділяють на 6 видів:
універсально-фрезерний верстат,
горизонтально-фрезерний верстат,
широкоуніверсальний фрезерний верстат,
вертикальний консольно-фрезерний верстат,
вертикально- і горизонтально-фрезерний безконсольний верстат,
поздовжно-фрезерний верстат.
Універсально-фрезерний верстат — це металорізальний верстат із горизонтальним розташуванням шпинделя, призначений для роботи з різними типами фрез. Цей фрезерний верстат використовується для обробки вертикальних і горизонтальних фасонних і гвинтових поверхонь, пазів і кутів. У горизонтальній площині верстат має поворотний стіл, що дозволяє фрезерувати гвинтові канавки.
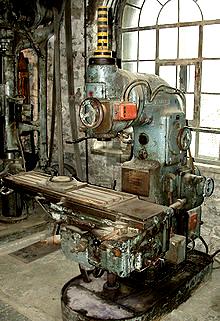
Рис 1.3
Старий вертикально фрезерний верстат
Горизонтально-фрезерний верстат відрізняється від універсально-фрезерного відсутністю поворотного механізму.
Широкоуніверсальний фрезерний верстат — це металорізальний верстат, який має додаткову шпиндельну головку. Її можна повертати під будь-яким кутом у двох взаємно перпендикулярних площинах. Для більшої ефективності на поворотній головці монтують накладну фрезерну головку. З її допомогою можна обробляти на верстаті деталі складної форми не лише фрезеруванням, але і свердлінням, зенкеруванням, розточуванням і т. д.
Вертикальний консольно-фрезерний верстат — металорізальний верстат з вертикально розташованим шпинделем. У деяких моделях верстатів допускається зсув уздовж своєї осі й поворот навколо горизонтальної осі, розширюючи тим самим технологічні можливості верстата.
Вертикально- і горизонтально-фрезерний безконсольний верстат призначений для обробки різних поверхонь, а також пазів у великогабаритних деталях. У цих верстатах відсутня консоль, а полози та стіл переміщаються по напрямних станини, встановлених на фундамент.
Поздовжньо-фрезерний верстат — металорізальний верстат, який використовується для обробки великогабаритних заготовок. Обробка здійснюється, головним чином, торцевою фрезою, також є можливість обробки циліндричними, кінцевими, дисковими та фасонними фрезами.