

Лабораторная работа № 1
«ОБРАБОТКА НАКЛАДНЫХ КАРМАНОВ»
Цель работы: изучение методов обработки и приобретение навыков изготовления накладных карманов.
Содержание работы
Изучение вариантов конструктивно-технологических решений накладных карманов.
Изучение технологии обработки накладных карманов.
Разработка справочников технологических операций на заданные варианты обработки карманов.
Изготовление образцов узлов.
Методические указания
Накладные карманы обрабатывают на подкладке из основного, отделочного, подкладочного материала и без нее, с прокладочными материалами или без них. В зависимости от модели изделия они могут быть с клапанами; дополнительным входом, обработанным тесьмой-молнией, обтачками и т.д.
Простой накладной карман выкраивают с припуском на подгиб по боковым и нижней сторонам на ширину, равную расстоянию от края кармана до строчки настрачивания его на основную деталь плюс 10÷15 мм. По верхнему краю припуск на подгиб составляет 30÷50 мм.
В изделиях из материалов, легко поддающихся растяжению, в сгиб верхнего края кармана со стороны припуска прокладывают кромку или прокладку, что предохраняет край кармана от растяжения. Неклеевые кромку или прокладку притачивают на машине на расстоянии 1÷2 мм от края. Если на накладном кармане предусмотрены складки, защипы, сборки, то их обрабатывают заранее.
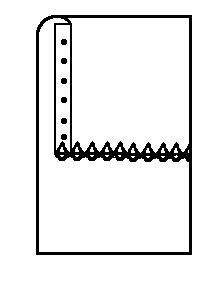
Внутренний срез цельновыкроенного или отрезного припуска (обтачки) на обработку верхнего края кармана обметывают или перегибают в сторону изнанки на 5÷7 мм и застрачивают на расстоянии 1÷2 мм от подогнутого края. Он может быть настрочен на деталь кармана с подгибкой или без подгибки среза после обработки боковых сторон кармана (рис. 1.1).
а) б) в)
Рис. 1.1. Обработка внутреннего среза припуска верхнего края кармана:
а) обметывание; б) застрачивание; в) настрачивание на карман
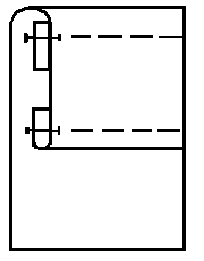
В изделиях из хлопчатобумажных тканей срез припуска на обработку верхнего края кармана перегибают по надсечкам или намеченной линии. Срез на 5÷7 мм отгибают в сторону припуска и обтачивают углы на величину припуска (рис. 1.2а). Ширина шва должна равняться ширине припуска по боковым сторонам кармана. Припуски швов до надсечки подрезают, оставляя 5÷7 мм, уголки вывертывают на лицевую сторону, выправляют. Верхний край кармана приутюживают, одновременно заутюживая боковые и нижние края кармана.
При обработке верхнего края кармана отрезной обтачкой (рис. 1.2б) ее накладывают на лицевую сторону кармана лицевой стороной вниз и обтачивают по боковым и верхнему срезам.

а) б)
Рис. 1.2 Обтачивание верхнего края накладного кармана:
а) по боковым сторонам; б) по боковым и верхнему срезам
Согласно модели припуск на обработку верхнего края кармана может быть заутюжен на изнаночную сторону без предварительного обтачивания верхних частей боковых срезов, а в карманах, где верхний срез обработан обтачкой, ей обтачивают только верхний срез кармана.
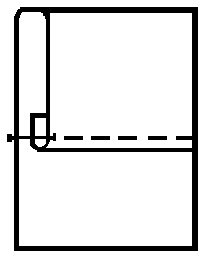
Обработка верхнего края кармана бейкой (планкой) выполняется на двухигольной машине со специальным приспособлением, которое позволяет настрачивать бейку с подгибкой срезов и одновременной подгибкой верхнего среза кармана (рис. 1.3а). При использовании одноигольной машины нижний срез планки подгибают в сторону изнанки на 5÷7 мм и заутюживают. Лицевую сторону планки совмещают с изнаночной стороной кармана и обтачивают карман по верхнему срезу или по верхнему срезу и боковым сторонам планки. После вывертывания шов выправляют, образуя кант из планки, и выметывают или приутюживают. По модели отделочную строчку прокладывают только по нижней стороне планки или по обеим долевым сторонам (рис. 1.3б).
Планка может быть цельновыкроенной с накладным карманом (рис. 1.3в). В этом случае верхний край кармана перегибают в сторону изнанки на ширину планки в готовом виде и заутюживают. Срез припуска верхнего края огибают накладным карманом и прокладывают строчку 1. Шов расправляют и приутюживают. Строчка 2 по верхнему краю планки зависит от модели.

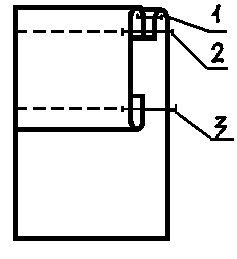
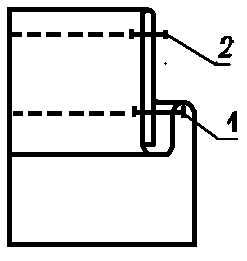
а) б) в)
Рис. 1.3. Обработка верхнего края кармана планкой:
а) на двухигольной машине; б) на одноигольной машине;
в) цельновыкроенной с накладным карманом
В изделиях из легкоосыпающихся материалов боковые и нижний срезы кармана должны быть обметаны на специальной машине.
Место расположения накладного кармана на основной детали уточняют по подсобному лекалу или во время примерки изделия на фигуре заказчика: намечают два верхних и один нижний (передний) угол кармана. В изделиях из материалов с ярко выраженной симметричной полоской или клеткой должно быть обеспечено совпадение рисунка планки, кармана с рисунком основной детали, за исключением изделий, где совпадение рисунка не предусмотрено техническим описанием на модель изделия (например, карман выкроен под углом 45о к нити основы).
Если настрачивание кармана выполняют строчкой не далее, чем на 5 мм от краев кармана, то припуски нижних углов прямолинейного среза кармана подгибают так, чтобы они не были видны с лицевой стороны, а срезы, имеющие закругления, – закладывая складочками излишки материала в углах. Карман накладывают на основную деталь согласно разметке, при изготовлении по индивидуальным заказам – наметывают. Настрачивают карман с помощью лапки с направителем. Верхние углы карманов закрепляют двойной обратной строчкой или строчкой в форме треугольника.
В изделиях из шерстяных и шелковых тканей для прочности с изнанки подкладывают отрезки прямоугольной формы из хлопчатобумажной ткани. Если обтачку притачивают только по верхнему краю (рис. 1.4в), углы кармана закрепляют строчкой, переходящей с боковых на верхний край кармана на 7 мм.
а) б) в)
Рис. 1.4. Закрепление верхних углов кармана:
а) обратной строчкой; б) треугольником; в) Г-образной строчкой
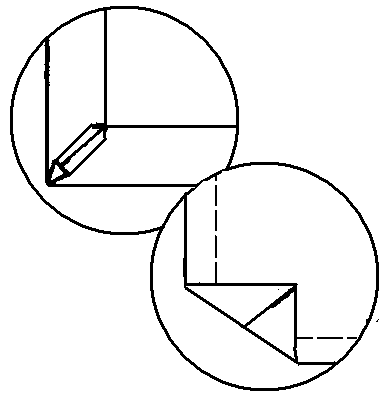
Если накладной карман имеет овальные края и соединяется с основной деталью отделочной строчкой на расстоянии свыше 5 мм, для обработки боковых и нижнего краев кармана используют выкроенную по форме кармана обтачку шириной 25÷35 мм. Внутренние срезы обтачки в изделиях из легкоосыпающихся материалов обметывают на специальной машине. После отгибания припуска по верхнему краю кармана на лицевую сторону или после обтачивания верхнего края кармана обтачкой на лицевую сторону кармана накладывают обтачку боковых и нижнего краев кармана лицевой стороной вниз, уравнивают срезы обтачки со срезами кармана (верхние концы обтачки должны лежать сверху припуска или обтачки верхнего края кармана) и одновременно с обтачиванием углов производят обтачивание боковых и нижнего краев кармана швом шириной 5÷7 мм (рис.1.5а). Шов в углах подрезают, обтачку отгибают наизнанку, углы и швы выправляют и приутюживают, образуя из кармана кант шириной 1÷2 мм.
Если нижние углы кармана имеют прямоугольную форму, то припуск на подгиб стачивают по намеченной линии (под углом 45о), шов подрезают. Срезы шва в изделиях из хлопчатобумажных тканей раскладывают на две стороны, а в изделиях из шерстяных и шелковых тканей – разутюживают. Углы выправляют и приутюживают (рис. 1.5б), боковые стороны кармана заметывают или заутюживают.
а) б)
Рис. 1.5. Обработка карманов:
а) с овальными краями; б) с нижними углами прямоугольной формы
В зависимости от модели изделия перед настрачиванием на основную деталь карманы могут быть соединены с оборкой, кантом, кружевом и т.д.
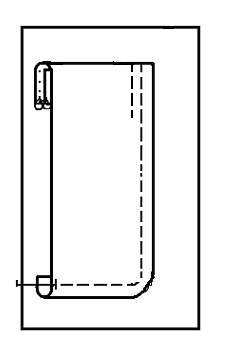
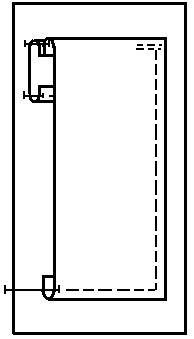
При обработке накладного кармана с декоративным кантом из отделочного материала (рис. 1.6) полоску для канта складывают посередине вдоль лицевой стороной внутрь и обтачивают концы швом шириной 5÷7 мм. Швы в углах подрезают, углы вывертывают на лицевую сторону, срезы полоски для канта уравнивают и приутюживают. Допускается вместо обтачивания заутюживать верхние концы полоски для канта с подгибом срезов внутрь на 10 мм. Если в качестве отделки используется оборка или кружево, то по срезу их предварительно образуют сборку. Подготовленный кант, оборку или кружево накладывают на лицевую сторону кармана лицевой стороной вниз, совмещая верхние концы отделочной детали с намеченной линией сгиба верхнего края кармана, приметывают, прикрепляют булавками или притачивают. Строчку 2 прокладывают по отделочной детали. В изделиях из легкоосыпающихся материалов шов притачивания отделочной детали обметывают (строчка 3). Шов притачивания отделочной детали отгибают и заутюживают в сторону кармана, одновременно приутюживая карман.
Карман накладывают на основную деталь по разметке и настрачивают на расстоянии 1 мм от шва притачивания отделки (строчка 4) или в шов притачивания ее, закрепляя верхние углы.
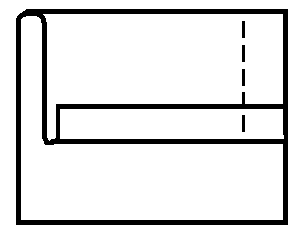
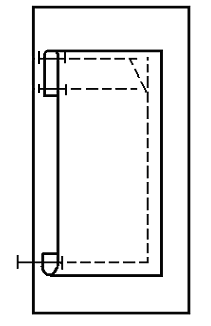
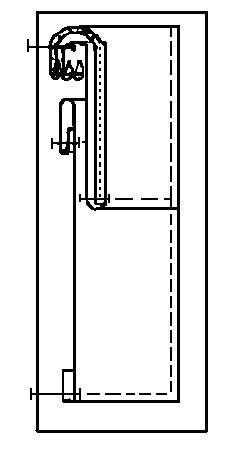
Карманы, боковые и нижние срезы которых окантованы (рис. 1.7), настрачивают, перегибая на изнаночную сторону кармана отрезок окантовочной полоски длиной 7–10 мм, который оставляют вверху боковых срезов при их окантовывании, и настрачивают его на деталь двойной строчкой, одновременно закрепляя верхние углы кармана.
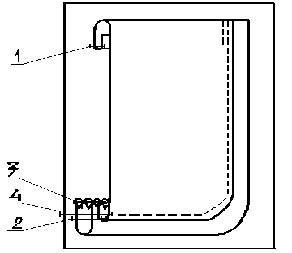
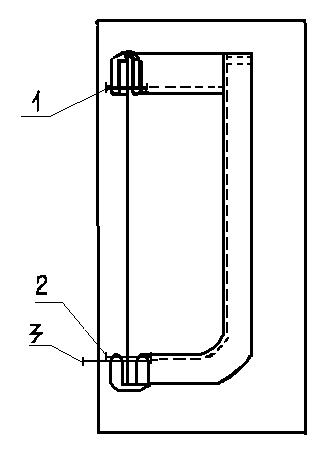
Рис. 1.6. Обработка накладного кармана с отделочным кантом |
Рис. 1.7. Обработка накладного кармана с окантовыванием срезов |
Отделочные клапаны могут быть цельновыкроенными или обтачанными основным или отделочным материалом, обработаны с прокладками из хлопчатобумажных (бязь, коленкор), нетканых (прокламелин), клеевых прокладочных материалов или без них. При обработке клапана с хлопчатобумажными или неткаными прокладочными материалами прокладки располагают с изнаночной стороны клапана так, чтобы они входили на 1÷2 мм в шов обтачивания деталей. При обработке цельновыкроенного клапана нижний край прокладки настрачивают на нижнюю часть клапана, а боковые ее стороны войдут в швы обтачивания деталей.
При использовании клеевого прокладочного материала его располагают так, чтобы он доходил до припуска на шов обтачивания (при наличии отделочной строчки по клапану) или попадал в шов на 1÷2 мм.
Клапан обтачивают по боковым или по трем сторонам. Излишки ткани в углах подрезают, клапан вывертывают на лицевую сторону. Края клапана выправляют, выметывают, приутюживают. В зависимости от модели может быть проложена одна или две отделочные строчки по боковым и нижней сторонам клапана.
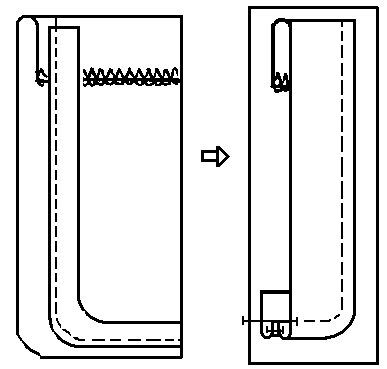
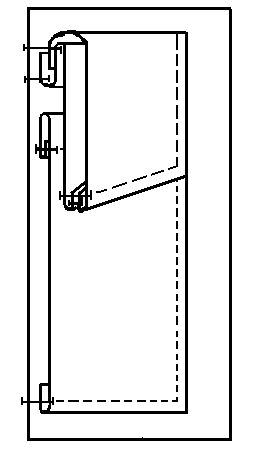
Соединение клапана с основной деталью может выполняться одной или двумя строчками. В первом случае (рис. 1.8а) обработанный клапан по верхнему краю обметывают, притачивают к основной детали, отгибают вниз и приутюживают. Уголки клапана у шва притачивания могут быть закреплены вручную или машинным способом.
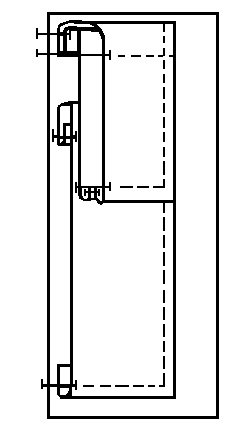
При соединении отделочного клапана с основной деталью двумя строчками (рис. 1.8б) в изделиях из достаточно толстых материалов нижнюю часть клапана выкраивают с припуском 5 мм по линии притачивания его к основной детали. Клапан располагают нижней частью вниз и прокладывают первую строчку по припуску, затем клапан перегибают подкладкой вверх, закрывая шов притачивания. Настроченный клапан отгибают вниз.
В изделиях из тонких материалов дополнительный припуск нижней части клапана не предусматривается. Клапан притачивают как в первом случае (рис. 1.8в), отгибают вниз и прокладывают вторую строчку. Выбор настрочного шва с открытым предварительно обметанным срезом или же с закрытым срезом определяется соотношением ширины припусков на шов и расстоянием между строчками притачивания и настрачивания клапана.
а) б) в)
Рис. 1.8. Обработка накладного кармана при соединении отделочного клапана:
а) одной строчкой; б) двумя строчками; в) с отделочной строчкой
При проверке качества обработки накладных карманов обращают внимание на качество строчки (отсутствие закрепок, искривление строчки, пропуски стежков в строчке, петлеобразная строчка), расстояние от строчки до края детали, ровноту края. Симметричность кармана проверяют, сложив его посередине. Оценивают симметричность парных карманов по расположению на изделии.
В таблице 1.1 представлена последовательность технологических операций одного метода обработки накладного кармана овальной формы, схема которого представлена на рисунке 1.4а (затраты времени приведены на два кармана применительно к изготовлению одежды по индивидуальным заказам при организации работ с разделением труда [2]).
Таблица 1.1
Технологическая последовательность обработки накладного кармана
Номер операции |
Наименование технологической операции |
Специаль-ность |
Разряд |
Затрата вре-мени, мин |
Оборудо-вание, приспо-собления, инструменты |
1 |
Соединить прокладку из материала с односторонним клеевым покрытием с припуском на обработку верхнего края кармана |
у |
3 |
1,40 |
Утюг, пульверизатор |
2 |
Обметать срез припуска на обработку верхнего края кармана |
с |
3 |
0,58 |
51- 284 ОАО «Агат» РФ |
3 |
Обтачать верхние углы кармана |
м |
2 |
1,45 |
1022Н АО «Орша» Беларусь |
4 |
Вывернуть верхние края кармана, выправляя углы, заметать края |
р |
3 |
4,12 |
Игла, наперсток, ножницы |
5 |
Приутюжить карман |
у |
3 |
2,62 |
Утюг, пульверизатор |
6 |
Наметить место расположения кармана |
р |
3 |
2,03 |
Лекало, мел |
7 |
Приметать накладной карман к основной детали |
р |
3 |
3,36 |
Игла, наперсток, ножницы |
8 |
Настрочить карман на основную деталь, закрепляя строчку в концах |
м |
4 |
4,02 |
1022Н АО «Орша» Беларусь, откидная линейка |
9 |
Удалить нитки после заметывания боковых и нижнего краев и приметывания кармана |
р |
1 |
1,99 |
Колышек |
10 |
Приутюжить карман |
у |
3 |
2,55 |
Утюг, пульверизатор |
Итого |
26,09 |
|
|||
На первом этапе лабораторной работы студенты по журналам мод, образцам узлов и готовых изделий, картотеке разновидностей обработки заданного узла изучают варианты конструктивно-технологических решений одноименных деталей и узлов и особенности их обработки. Кроме того, необходимо вспомнить следующие материалы предыдущего семестра:
конструкция одежды и ее деталей; срезы деталей;
виды строчек и швов;
терминология всех видов выполняемых работ;
технические условия выполнения всех видов работ.
Вторая часть лабораторной работы заключается в разработке справочников технологических операций и изготовлении заданных вариантов обработки узлов.
В отчете по лабораторной работе должны быть представлены краткие сведения из теории, приведены сборочные схемы изготовленных узлов и справочники технологических операций их обработки в форме таблицы 1.2.
Таблица 1.2