

Контрольные вопросы
Из каких этапов состоит обработка плосколежащих воротников?
Приведите примеры конструктивно-технологических решений плосколежащих воротников.
Какова конфигурация обтачек, используемых при соединении плосколежащих воротников с горловиной?
Перечислите варианты обработки внутренних срезов обтачек горловины изделия.
Как соединяют с горловиной плосколежащий воротник?
Для чего шов втачивания воротника настрачивают на обтачку горловины?
Какова разница в обработке плосколежащих воротников в изделиях с застежкой бортами и без нее?
Как закрепляется внутренний срез обтачки горловины изделия?
Каковы особенности обработки однослойных воротников?
Как проверить качество обработки плосколежащих воротников?
Лабораторная работа № 13
«ОБРАБОТКА ГОРЛОВИНЫ В ИЗДЕЛИЯХ
БЕЗ ВОРОТНИКА»
Цель работы: изучение методов обработки и приобретение навыков обработки горловины в изделиях без воротника.
Содержание работы
Изучение вариантов конструктивно-технологических решений горловины в изделиях без воротника.
Изучение технологии обработки горловины в изделиях без воротника.
Разработка справочников технологических операций на заданные варианты обработки горловины в изделиях без воротника.
Изготовление образцов узлов.
Методические указания
Горловина изделия без воротника может быть обработана с использованием обтачки; бейки, выкроенной под углом 45о к направлению нитей основы; окантована.
При обработке горловины обтачкой в изделиях без застежки части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают швом шириной 5÷7 мм. Обтачка может быть соединена с клеевой или неклеевой прокладкой. Шов стачивания частей обтачки разутюживают, обтачку приутюживают через увлажненный проутюжильник или с увлажнением без проутюжильника. Внутренний срез обтачки обметывают, а в изделиях из легкоосыпающихся материалов – внутренний срез обтачки подгибают наизнанку на 5÷7 мм и застрачивают на расстоянии 2 мм от подогнутого края.
Если в изделии обработана застежка от горловины переда или спинки, концы обтачки притачивают к подбортам (обтачкам или припускам на обработку застежки). Ширина шва 7 мм. Швы отгибают в сторону подбортов (обтачек застежки).
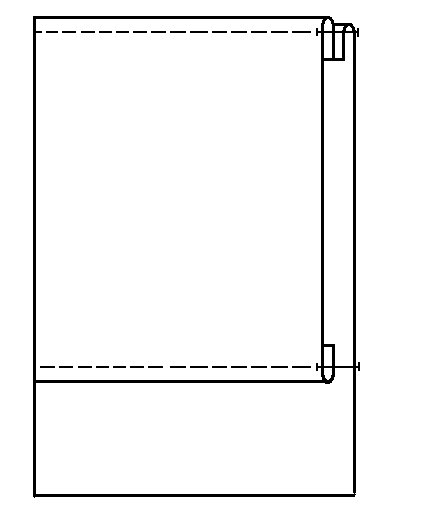
Обтачку лицевой стороной накладывают на лицевую сторону горловины изделия, уравнивая срезы, а швы стачивания обтачек горловины переда и спинки совмещая с плечевыми швами изделия, прикалывают булавками и приметывают прямыми стежками, поочередно удаляя булавки. Горловину обтачивают со стороны обтачки на расстоянии 1 мм от линии приметывания. Нитки приметывания обтачки удаляют. В изделиях из легкоосыпающихся материалов шов обтачивания горловины обметывают. Если линия горловины сложной конфигурации, то шов надсекают в нескольких местах, не доходя до строчки на 1÷2 мм. Шов обтачивания горловины отгибают в сторону обтачки и настрачивают по лицевой стороне обтачки на расстоянии 3 мм от строчки (рис. 13.1а). Внутренний срез обтачки настрачивают на плечевые швы двойной строчкой, а к спинке и переду прикрепляют потайными стежками, располагая их между серединой переда и спинки и плечевыми швами, а в изделиях с большим вырезом горловины – посередине переда и спинки.
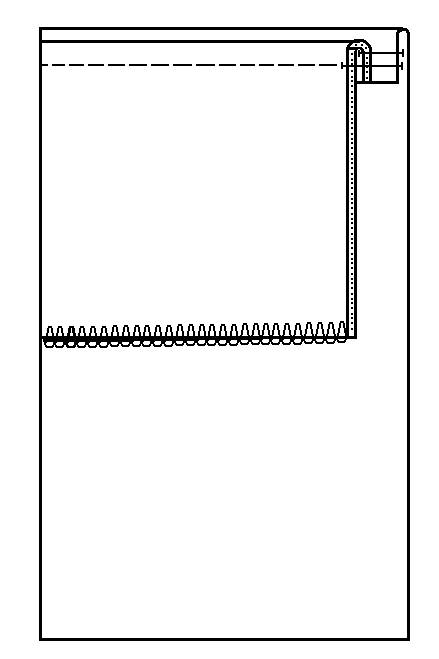
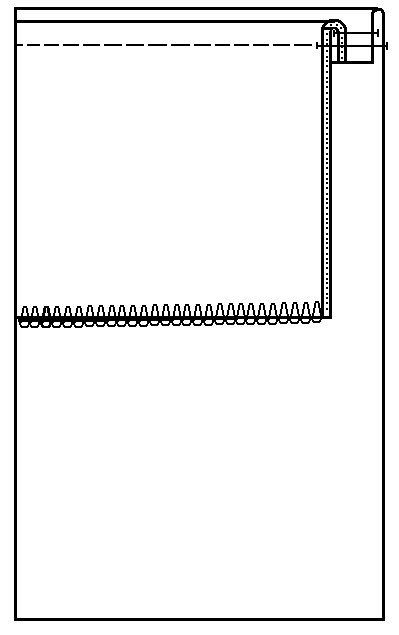
а) б)
Рис. 13.1. Обработка горловины обтачкой в изделиях:
а) без отделочной строчки по горловине; б) с отделочной строчкой по горловине
В изделиях из хлопчатобумажных тканей допускается обтачивать горловину до стачивания плечевых срезов. В этом случае перед и спинку обрабатывают обтачками отдельно. Обтачку переда перегибают в сторону изнанки, шов выправляют. Перед складывают со спинкой лицевыми сторонами внутрь, уравнивая плечевые срезы и обработанные края горловины, затем обтачку спинки перегибают и укладывают на изнаночную сторону переда и стачивают плечевые срезы (рис. 13.2). Плечевые швы в верхних углах подрезают, оставляя припуск 2÷3 мм. Обтачку спинки отвертывают в сторону спинки, шов выправляют.
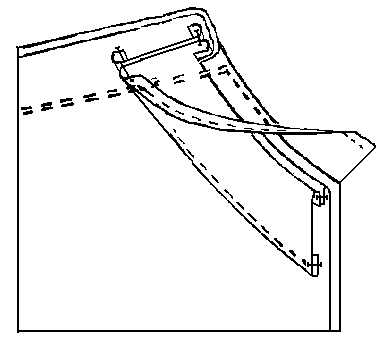
Рис. 13.2. Обработка горловины обтачкой в изделиях из хлопчатобумажных тканей
При обработке изделий из легкоосыпающихся материалов, а также если согласно модели горловину обрабатывают с прокладкой из нетканого материала без клеевого покрытия, одновременно с обтачиванием горловины притачивают прокладку, располагая ее со стороны изнанки основной детали. Закрепление канта выполняют обычным способом. Обметывание внутренних срезов обтачки и прокладки выполняют в конце обработки (рис. 13.3).
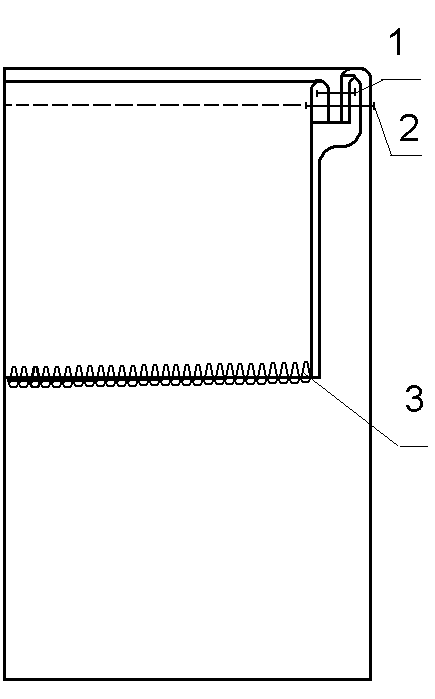
Рис. 13.3. Обработка горловины обтачкой в изделиях из легкоосыпающихся материалов
Горловину без воротника с отложными лацканами на участке спинки обрабатывают обтачкой (с прокладкой или без нее), концы которой предварительно притачивают к подбортам.
В изделиях без воротника и рукавов обтачка горловины проектируется цельновыкроенной с обтачками пройм [3, с. 90].
При обработке горловины бейкой, выкроенной под углом 45о к нитям основы, применяют двухигольную машину со спецприспособлением для подгибания срезов бейки и горловины внутрь (рис. 13.4). Средние срезы спинки стачивают вместе с бейкой и закрепляют припуски на швы второй поперечной строчкой.
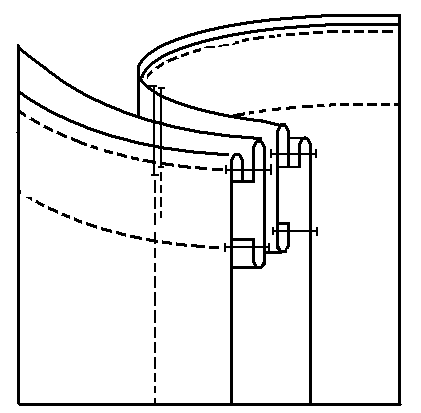
а) б)
Рис. 13.4. Обработка горловины бейкой:
а) настрачивание бейки; б) закрепление припусков на швы по спинке
При изготовлении одежды по индивидуальным заказам длину бейки уточняют в соответствии с длиной горловины. Стачивают поперечные срезы бейки, разутюживают швы; затем притачивают бейку по горловине изделия, совместив ее лицевую сторону с изнаночной стороной основных деталей. После выметывания или приутюживания края горловины выполняют настрачивание бейки.
Вырез горловины может быть обработан окантовочной полоской. Окантовочный шов выполняют с использованием специального приспособления. Если окантовочная полоска заканчивается в среднем шве спинки, ее срезы стачивают вместе со средними срезами спинки и закрепляют края второй поперечной строчкой. Концы окантовочной полоски могут переходить в завязки.
При обработке горловины окантовочным швом в изделиях без застежки соединение концов обтачки выполняют способом, исключающим точный подгон длины ее относительно горловины. В этом случае обрезной край одного из концов обтачки подгибают внутрь и заутюживают при одновременном заутюживании обтачки. Приметывание обтачки начинают на расстоянии 20÷25 мм от подогнутого края ее. На таком же расстоянии от второго края конец обтачки с обрезным срезом заправляют внутрь конца обтачки с подогнутым краем, образуя замкнутую линию притачивания обтачки (рис. 13.5).
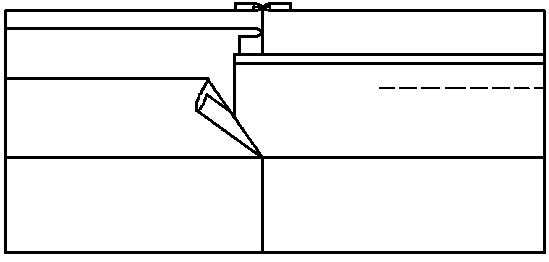
Рис. 13.5. Притачивание окантовочной полоски
В таблице 13.1 представлена технологическая последовательность обработки горловины обтачкой в изделиях с застежкой на тесьму-молнию в среднем шве спинки.
Таблица 13.1
Технологическая последовательность обработки горловины обтачкой в изделиях с застежкой на тесьму-молнию в среднем шве спинки
Номер операции |
Наименование технологической операции |
Специаль-ность |
Разряд |
Затрата вре-мени, мин. |
Оборудо-вание, приспособле-ния, инструменты |
1 |
2 |
3 |
4 |
5 |
6 |
1 |
Соединить обтачку горловины переда с клеевой прокладкой |
у |
2 |
1,02 |
Утюг, пульверизатор |
2 |
Соединить обтачку горловины спинки с клеевой прокладкой |
у |
2 |
1,02 |
Утюг, пульверизатор |
3 |
Стачать плечевые срезы обтачек горловины переда и спинки |
м |
1 |
0,489 |
1022Н АО «Орша» Беларусь, ножницы |
4 |
Разутюжить швы стачивания обтачек горловины переда и спинки |
у |
2 |
0,920 |
Утюг, пульверизатор |
5 |
Обметать внутренние срезы обтачки |
с |
3 |
0,958 |
51- 284 ОАО «Агат» РФ |
6 |
Притачать концы обтачки горловины к припускам застежки |
м |
3 |
1,13 |
1022Н АО «Орша» Беларусь, ножницы |
7 |
Разутюжить швы притачивания обтачки и приутюжить обработанный край обтачки |
у |
2 |
1,24 |
Утюг, пульверизатор |
8 |
Приметать обтачку к горловине и сметать верхние углы застежки, вкладывая концы тесьмы-молнии |
р |
4 |
3,87 |
Игла, наперсток, ножницы |
9 |
Обтачать горловину обтачкой |
м |
4 |
1,93 |
1022Н АО «Орша» Беларусь, ножницы |
10 |
Удалить нитки приметывания обтачки |
р |
1 |
0,848 |
Ножницы |
11 |
Настрочить шов обтачивания горловины на обтачку |
м |
3 |
1,80 |
1022Н АО «Орша» Беларусь, ножницы |
12 |
Настрочить внутренний срез обтачки на плечевые швы |
м |
3 |
0,811 |
1022Н АО «Орша» Беларусь, ножницы |
Продолжение табл. 13.1 |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
13 |
Выметать горловину изделия |
р |
4 |
1,80 |
Игла, наперсток, ножницы |
14 |
Приутюжить горловину изделия |
у |
4 |
2,41 |
Утюг, пульверизатор |
15 |
Удалить нитки выметывания горловины |
р |
1 |
1,02 |
Ножницы |
16 |
Прикрепить внутренний срез обтачки к переду изделия |
р |
3 |
1,56 |
Игла, наперсток, ножницы |
17 |
Приметать тесьму-молнию к заутюженным краям застежки |
р |
4 |
3,76 |
Игла, наперсток, ножницы |
18 |
Настрочить сгибы основной детали на тесьму-молнию |
м |
3 |
2,96 |
1022Н АО «Орша» Беларусь, лапка для настрачивания тесьмы, ножницы |
19 |
Удалить нитки приметывания тесьмы-молнии |
р |
1 |
1,22 |
Ножницы |
20 |
Приутюжить застежку и горловину изделия |
у |
3 |
1,90 |
Утюг, пульверизатор |
Итого |
32,666 |
|
|||
На первом этапе лабораторной работы студенты по журналам мод, образцам узлов и готовых изделий, картотеке разновидностей обработки заданного узла изучают варианты конструктивно-технологических решений одноименных деталей и узлов и особенности их обработки. Кроме того, необходимо вспомнить следующие материалы предыдущего семестра:
конструкция одежды и ее деталей; срезы деталей;
виды строчек и швов;
терминология всех видов выполняемых работ;
технические условия выполнения всех видов работ.
Вторая часть лабораторной работы заключается в разработке справочников технологических операций и изготовлении заданных вариантов обработки узлов.
В отчете по лабораторной работе должны быть представлены краткие сведения из теории, приведены сборочные схемы изготовляемых узлов и справочники технологических операций на них в форме таблицы 1.2. Сведения о технологических операциях по обработке узлов следует брать из источника [2].