

Контрольные вопросы
Должна ли быть одинаковой обработка правой и левой сторон застежки?
Как намечается на целой детали место расположения застежки втачными планками?
Как проверить правильность притачивания втачных планок?
Как разрезают отверстие для застежки втачными планками?
Что предусматривается для укрепления нижнего конца застежки втачными планками?
Чем отличаются по конструкции верхняя и нижняя части настрочных планок застежки, не доходящей до низа изделия?
В чем заключается обработка застежки, доходящей до низа изделия, планками, цельновыкроенными с деталями переда?
Каковы особенности обработки застежек настрочными планками в мужских сорочках?
Перечислите основные этапы обработки застежки, доходящей до низа изделия, настрочными планками в женском платье.
Как проверяется качество обработки застежек планками?
Лабораторная работа № 7
«ОБРАБОТКА ЗАСТЕЖЕК НА ТЕСЬМУ-МОЛНИЮ»
Цель работы: изучение методов обработки и приобретение навыков обработки застежек на тесьму-молнию.
Содержание работы
Изучение вариантов конструктивно-технологических решений застежек на тесьму-молнию.
Изучение технологии обработки застежек на тесьму-молнию.
Разработка справочников технологических операций на заданные варианты обработки застежек.
Изготовление образцов узлов.
Методические указания
В зависимости от модели изделия застежки на тесьму-молнию могут располагаться в шве или в разрезе детали.
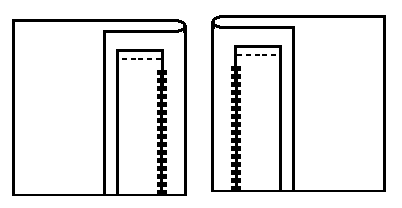
Застежку, расположенную в шве, можно обрабатывать, когда сгибы припусков шва закрывают звенья молнии одинаково с двух сторон (рис. 7.1а) или когда один сгиб закрывает два ряда звеньев (рис. 7.1б).
а) б)
Рис. 7.1. Обработка застежки на тесьму-молнию:
а) симметричное расположение сгибов припусков на шов;
б) один сгиб припуска шва закрывает два ряда звеньев
Срезы шва, в котором обрабатывают застежку, стачивают и разутюживают, заутюживая припуски шва в месте обработки застежки. В первом случае молнию подкладывают под заутюженные сгибы, располагая с изнаночной стороны изделия так, чтобы ее звенья отстояли от сгибов заутюженных припусков на 1 мм, и прокладывают строчку с лицевой стороны изделия. Для этого молнию расстегивают. Начинают с верха правого края разреза, прокладывают строчку, не доходя 50 мм до конца застежки. Лапку швейной машины приподнимают и молнию закрывают. Дострачивают шов до конца молнии, у нижнего конца прострачивают поперек разреза, снова прострачивают 50 мм вверх и молнию раскрывают. Шов дострачивают до верхнего края застежки.
Во втором случае молнию располагают так, чтобы один из заутюженных сгибов находился около звеньев тесьмы, не закрывая их и обеспечивая свободное прохождения замка застежки, а второй – закрывал два ряда звеньев.
Заутюженный сгиб заднего полотнища юбки, например, настрачивают на тесьму-молнию с лицевой стороны изделия на расстоянии 1÷2 мм от сгиба с использованием однорожковой лапки. Вторую сторону застежки настрачивают на расстоянии 10÷15 мм от шва стачивания боковых срезов юбки с предварительным наметыванием или без него. При этом одновременно закрепляют нижний конец тесьмы-молнии двойной строчкой в поперечном направлении к нему или под углом к линии шва.
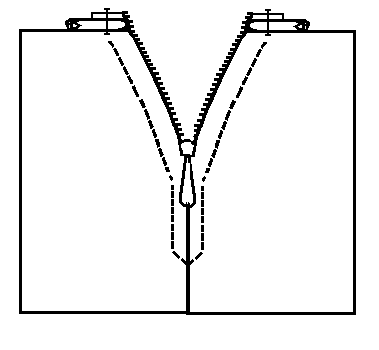
Застежку на тесьму-молнию по переду изделия в соответствии с моделью обрабатывают с втачиванием тесьмы между подбортом (или обтачкой) и основной деталью (рис. 7.2). Для этого шов, в котором обрабатывают застежку, стачивают и разутюживают. Тесьму приметывают к припуску на шов так, чтобы звенья тесьмы отстояли от сгибов на 1 мм. Края подбортов или обтачек по срезу борта подгибают внутрь и заутюживают, затем приметывают и настрачивают вместе с тесьмой на припуски шва, отступая от звеньев молнии на величину, обеспечивающую свободное прохождение замка застежки. После соединения воротника с горловиной с лицевой стороны изделия разрез застежки оформляют отделочной строчкой (рис. 7.2б).
а) б)
Рис. 7.2. Обработка застежки на тесьму-молнию по переду изделия:
а) настрачивание молнии и подборта; б) прокладывание отделочной строчки
Если застежку на молнию обрабатывают в шве, расположенном от горловины изделия, то перед притачиванием молнии к припускам на обработку шва ее концы втачивают при обтачивании горловины.
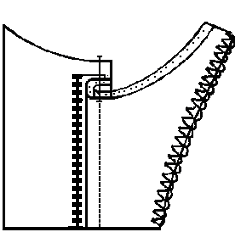
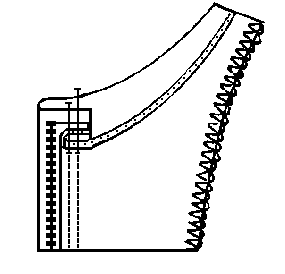
Верхние концы тесьмы-молнии можно притачать к подогнутым краям припусков на обработку застежки так, чтобы строчка проходила на расстоянии 5 мм от среза горловины (рис. 7.3а) или вложить их при обтачивании горловины (рис. 7.3б).
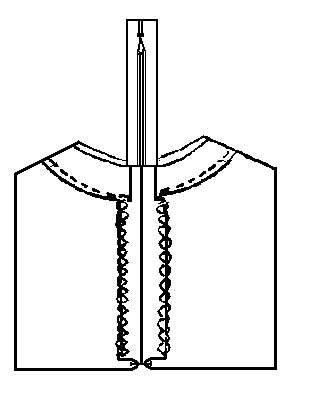
а) б)
Рис. 7.3. Закрепление верхних концов тесьмы-молнии:
а) настрачиванием на припуск шва; б) при обтачивании горловины
Внутренние срезы обтачки горловины обметывают или перегибают в сторону изнанки на 5÷7 мм и застрачивают на расстоянии 1÷2 мм от края. Боковые срезы обтачки горловины притачивают к срезам припусков на обработку застежки, затем совмещают лицевую сторону обтачки с лицевой стороной горловины изделия, припуск на обработку застежки перегибают по сгибу лицевой стороной внутрь ее и обтачивают горловину. Обтачку отгибают на изнаночную сторону изделия, углы застежки и швы выправляют и приутюживают, образуя кант 1÷2 мм из основной детали.
Настрачивание подогнутых краев застежки изделия на тесьму-молнию выполняют с предварительным наметыванием или без него. В зависимости от модели операция может быть совмещена с прокладыванием отделочной строчки по горловине изделия.
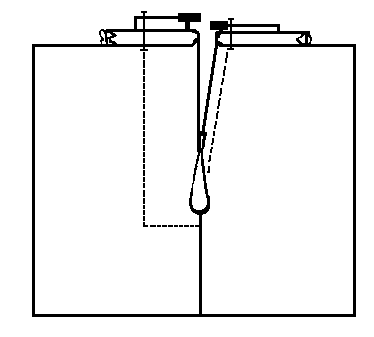
Обработка застежки на потайную тесьму-молнию производится при нестачанных припусках шва. Потайную тесьму-молнию нужно открыть и прижать спираль ногтем большого пальца так, чтобы можно было увидеть «линию шва» между тесьмой и спиралью. Открытую тесьму-молнию наложить внешней стороной на лицевую сторону изделия вдоль одного края разреза. Чтобы застежка-молния была притачана точно по размеченной линии шва, надо определить интервал между краем тесьмы застежки-молнии и срезом ткани. Ширина припуска на шов минус 10 мм ширины тесьмы равно расстоянию до среза ткани. Верхний конец тесьмы-молнии нужно приколоть к ткани булавкой на нужном расстоянии. Нижний конец тесьмы-молнии выступает за нижний конец разреза. Лапку швейной машины устанавливают над замком-молнией так, чтобы спираль располагалась под выемкой лапки справа от иглы. Тесьму-молнию притачивают от верхнего конца до метки разреза, застежку закрывают. Вторую сторону тесьмы-молнии накладывают внешней стороной на лицевую сторону ткани вдоль другого края разреза и прикалывают верхний конец тесьмы булавкой. Тесьму-молнию снова открывают. Лапку швейной машины устанавливают над молнией так, чтобы спираль располагалась под выемкой лапки слева от иглы. Тесьму настрачивают от верхнего конца до метки разреза. Тесьму-молнию закрывают и стачивают срезы деталей кроя ниже метки разреза для застежки, отвернув нижний свободный конец тесьмы-молнии на припуски на шов и начав шов максимально близко к последним стежкам строчек притачивания тесьмы-молнии. Застежка-молния должна быть длиннее разреза минимум на 20 мм.
Застежку на молнию, расположенную на целой детали, обрабатывают в рамку. Молнию укладывают под обработанную рамку, закрывая звенья тесьмы с двух сторон, и настрачивают, прокладывая строчку с лицевой стороны параллельно шву притачивания обтачек на расстоянии 1÷2 мм от него. Обработка разреза может быть выполнена одной обтачкой обтачным швом в кант.
В зависимости от модели застежка с изнаночной стороны изделия может дополнительно оформляться с помощью обтачек-подбортов.
На первом этапе лабораторной работы студенты по журналам мод, образцам узлов и готовых изделий, картотеке разновидностей обработки заданного узла изучают варианты конструктивно-технологических решений одноименных деталей и узлов и особенности их обработки. Кроме того, необходимо вспомнить следующие материалы предыдущего семестра:
конструкция одежды и ее деталей; срезы деталей;
виды строчек и швов;
терминология всех видов выполняемых работ;
технические условия выполнения всех видов работ.
Вторая часть лабораторной работы заключается в разработке справочников технологических операций и изготовлении заданных вариантов обработки узлов.
В отчете по лабораторной работе должны быть представлены краткие сведения из теории, приведены сборочные схемы изготовляемых узлов и справочники технологических операций на них в форме таблицы 1.2. Сведения о технологических операциях по обработке узлов следует брать из источника [2].