

Контрольные вопросы
Каково назначение прокладки подборта?
Перечислите способы обработки внутренних срезов подбортов.
Каковы требования к расположению и размерам надставок к подбортам?
Какие швы используют для соединения подбортов с деталями переда?
Со стороны какой детали выполняют операцию наметывания подбортов?
По какой детали обтачивают борта?
Технические условия выполнения операции выметывания бортов.
Способы закрепления края борта.
Перечислите способы обработки углов бортов внизу.
Как закрепляется верхний край подборта?
Каковы особенности обработки бортов с использованием деталей технологичных конструкций?
Со стороны какой детали выполняют влажно-тепловую обработку бортов в изделиях с застежкой до верха?
Со стороны какой детали выполняют влажно-тепловую обработку бортов в изделиях с застежкой открытого типа (с лацканами)?
Как проверить качество обработки бортов?
Лабораторная работа № 6
«ОБРАБОТКА ЗАСТЕЖЕК планками»
Цель работы: изучение методов обработки и приобретение навыков обработки застежек планками.
Содержание работы
Изучение вариантов конструктивно-технологических решений застежек планками.
Изучение технологии обработки застежек планками.
Разработка справочников технологических операций на заданные варианты обработки застежек.
Изготовление образцов узлов.
Методические указания
Многообразие вариантов обработки застежек планками обусловлено модельными особенностями изделий, длиной застежки, конструкцией деталей и способами обработки их. В застежках до низа изделия (детали) выполняют обработку срезов левой и правой частей переда. Способ обработки срезов обеих частей может быть одинаковым или различным. В зависимости от вида и свойств материалов могут быть использованы различные прокладочные материалы для одной или обеих сторон застежки, необходимые для уплотнения и сохранения формы в процессе носки, для обеспечения прочности петель и пришивания пуговиц.
Обработка застежек, не доходящих до низа изделия
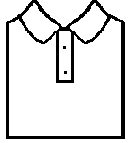
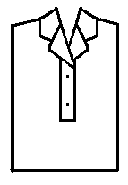
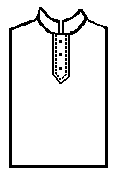
На рисунке 6.1 представлены эскизы застежек планками.
а) б) в)
Рис. 6.1. Эскизы застежек:
а) втачными планками; б) втачными планками и обтачками-подбортами;
в) настрочными планками
При обработке застежек втачными планками на детали на месте расположения планки вырезают участок материала, равный ширине планки в готовом виде минус припуски на швы притачивания верхней и нижней планок. Нижний участок застежки усиливают полоской прокладочного или основного материала, располагая его с изнаночной стороны детали (рис. 6.2а). Обтачивают верхний край планок в зависимости от модели полностью или до надсечки, определяющей середину. Планки накладывают на основную деталь, уравнивая обрезные края планок с краями вырезанного участка, и притачивают одновременно верхнюю и нижнюю стороны планок.
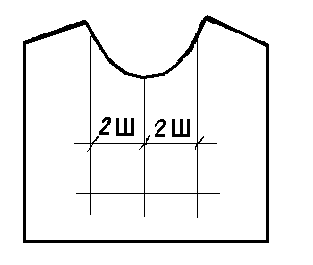
При другом способе разметки (рис. 6.2б) наносят линию середины переда – разреза, поперечную линию, определяющую размер застежки, и две вспомогательные линии влево и вправо от средней на расстоянии, равном удвоенной ширине планки в готовом виде. В этом случае планки накладывают на основную деталь, уравнивая сгибы с намеченными вспомогательными линиями, и притачивают по намеченной линии на планке.
Правильность притачивания планок проверяют с изнанки. Строчки должны быть параллельными и заканчиваться на одном уровне, а расстояние между строчками должно равняться ширине планки в готовом виде. При первом способе разметки надсекают швы в углах со стороны изнанки основной детали. При втором способе разметки отверстие для застежки разрезают с изнанки основной детали посередине между строчками, не доходя до концов строчек на 15 мм, разрез выполняют наклонно по направлению к концам строчек и не доводят до них на 1÷1,5 мм. Необработанные стороны планки и концы вывертывают на изнаночную сторону изделия, правую планку накладывают на левую (женская одежда), выправляют швы притачивания планок. Затем основную деталь отгибают на уровне конца застежки, подтягивают концы планок, угол в конце разреза расправляют и закрепляют застежку по основанию угла двойной обратной строчкой (рис. 6.2в).
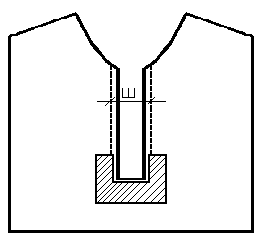
а) б) в)
Рис. 6.2. Обработка застежек втачными планками:
а) укрепление нижнего края застежки;
б) разметка места расположения застежки (второй способ);
в) закрепление конца застежки
Внутренние срезы планок и нижние их концы вместе с полоской ткани обметывают на спецмашине.
В изделиях с отворотами (рис. 6.1б) планки должны быть выкроены одновременно с подбортами. С целью экономного использования материалов планки могут быть выкроены одинарными и обработаны подбортами.
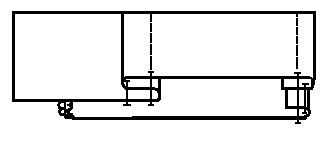
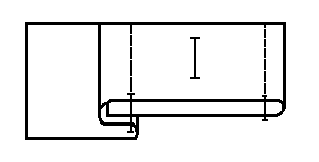
При обработке застежки, не доходящей до низа изделия, настрочными планками верхняя часть верхней планки выкраивается длиннее нижней на величину мыса, которым заканчивается планка (по модели), или на величину, позволяющую закрыть нижний конец застежки (рис. 6.3). Притачивают нижние части планок, совмещая их лицевую сторону с изнаночной стороной переда. Перед надсекают, не доходя до концов швов притачивания планки внизу 1-2 мм. Край верхней части нижней планки настрачивают на основную деталь швом шириной 1-2 мм, закрывая шов притачивания нижней части планки. Скрепляют нижний конец застежки, стачивая надсеченный участок основной детали, две части нижней планки и нижнюю часть верхней планки. По сгибу верхней планки прокладывают отделочную строчку до угла мыса. Обрезной край верхней планки подгибают внутрь по боковой и нижней сторонам (образуя внизу форму мыса по модели) и настрачивают на основную деталь, закрывая шов притачивания планки и шов скрепления застежки в нижней части (рис. 6.4).
Мыс настроченной планки может быть обтачан до соединения планок с основной деталью.
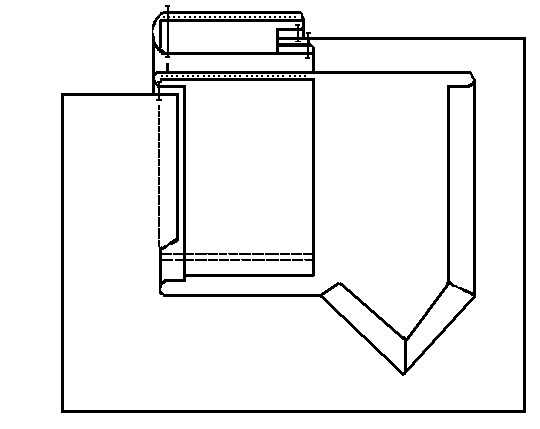
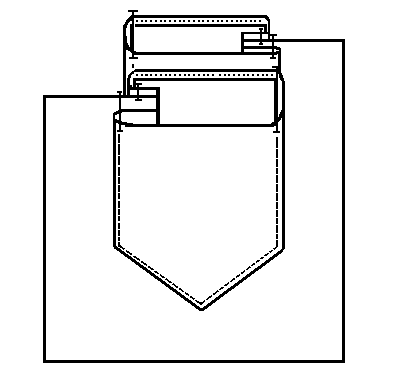
Рис. 6.3. Закрепление застежки по низу |
Рис. 6.4. Настрачивание верхней планки |
Обработка застежек, доходящих до низа изделия
Застежки до низа изделия могут быть обработаны цельновыкроенными или отрезными планками.
При обработке планки, цельновыкроенной с деталью переда, основную деталь перегибают по намеченной линии лицевой стороной внутрь и стачивают. В зависимости от модели может быть проложена отделочная строчка. Внешний край планки обрабатывают отрезным или цельновыкроенным подбортом. По краю прокладывают отделочную строчку на таком же расстоянии, как и по внутренней стороне планки (рис. 6.5а).
В изделиях из тонких материалов можно дважды перегнуть деталь переда по внешнему краю планки в сторону изнанки (ширина каждого перегиба равна ширине планки) и проложить строчку. Затем отвернуть планку на лицевую сторону изделия и проложить отделочную строчку по внешнему краю планки (рис. 6.5б).
а) б)
Рис. 6.5. Обработка застежек цельновыкроенными планками в изделиях из толстых (а) и тонких (б) материалов
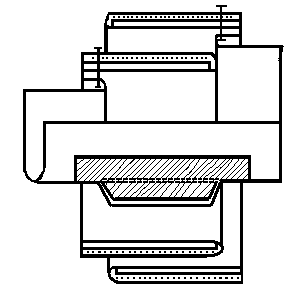
Отрезные планки могут быть соединены с изделием накладным или настрочным швом. Застежка мужских сорочек с планками в массовом производстве выполняется на двухигольных машинах с приспособлениями для подгибания срезов деталей (рис. 6.6а).
При обработке застежки такого типа на одноигольной машине внутренний край планки перегибают в сторону изнанки на 5-7 мм (и более в зависимости от ширины отделочной строчки) и заутюживают. Затем обтачивают планкой край борта, шов выправляют, образуя кант из планки в сторону изнанки переда, и приутюживают. Внутренний край планки настрачивают с предварительным наметыванием или без него. Вторая сторона застежки обрабатывается так же или подбортом (рис. 6.6б).
а) б)
Рис. 6.6. Обработка застежек мужских сорочек настрочными планками:
а) на двухигольной машине; б) на одноигольной машине
При изготовлении женского платья застежку такого типа обрабатывают после окончательного уточнения длины изделия. На основной детали и на планке намечают линию подгиба низа. Внутренний край планки перегибают в сторону изнанки на 7÷12 мм (в зависимости от осыпаемости материала и расстояния от сгиба планки до строчки) и заутюживают. Подготовленную планку накладывают нижним концом на лицевую сторону переда лицевой стороной вниз (рис. 6.7а), совмещая намеченные линии подгиба низа, и притачивают. Затем обрабатывают низ изделия полностью или только на участке планки. Планку отгибают на изнанку переда лицевой стороной вниз, складывают, уравнивая обрезные края, располагая шов притачивания планки по низу на сгибе, и обтачивают борт и уступ борта до надсечки, определяющей конец шва втачивания воротника. Ширина шва 5÷7 мм (рис. 6.7б). Швы в углах подрезают, планку вывертывают на лицевую сторону, шов выправляют, образуя кант из планки в сторону изнанки переда, а в изделиях из шерстяных и шелковых тканей приутюживают. Внутренний край планки наметывают, а в массовом производстве настрачивают без предварительного наметывания на расстоянии, предусмотренном моделью (рис. 6.7в). Планку в готовом виде приутюживают.
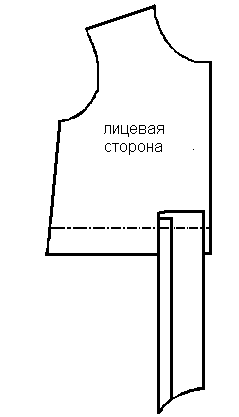
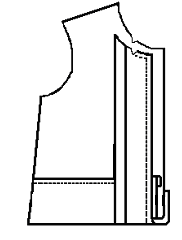
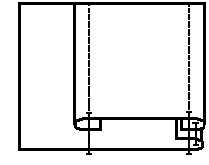
а) б) в)
Рис. 6.7. Обработка застежки платья настрочными планками:
а) притачивание планки по низу; б) обтачивание края застежки;
в) настрачивание планки
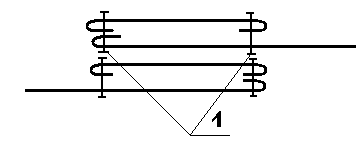
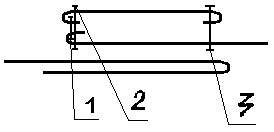
В зависимости от модели изделия планки могут быть притачными (рис. 6.8), использоваться для обработки потайной застежки (рис. 6.9).
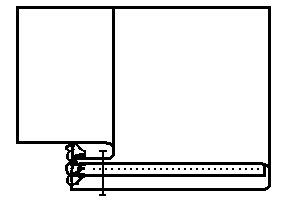
Рис. 6.8. Обработка застежки притачными планками
|
Рис. 6.9. Обработка потайной застежки отрезными планками
|
В таблице 6.1 представлена технологическая последовательность обработки застежки втачными планками (рис. 6.1а), сборочная схема которой представлена на рисунке 6.2в.
Таблица 6.1