

Додаток б Перелік слюсарно-складальних операцій
Таблиця Б.1 – Перелік слюсарно-складальних операцій
за ГОСТ 3.1703-79
Складальні операції |
Слюсарні операції |
||
Складання |
Згвинчування |
Слюсарна |
Відрізка |
Базування |
Установка |
Гнучка |
Обпилювальна |
Балансування |
Центрування |
Гравірування |
Очищення |
Застібання |
Штифтування |
Доводочна |
Полірування |
Закріплення |
Шплінтування |
Зачищення |
Виправлення |
Запресування |
Розбирання |
Зенкування |
Розмітка |
Клепка |
Розпресування |
Завивка |
Розрізування |
Контрування |
Розшплінтування |
Калібрування |
Розгортання |
Маркірування |
Розштифтування |
Кернування |
Розвальцьовування |
Пломбування |
Розпломбування |
Нарізка |
Свердлильна |
Склеювання |
Розгвинчування |
Навивка |
Змазування |
Стопоріння |
|
Відрубання |
Шабрування |
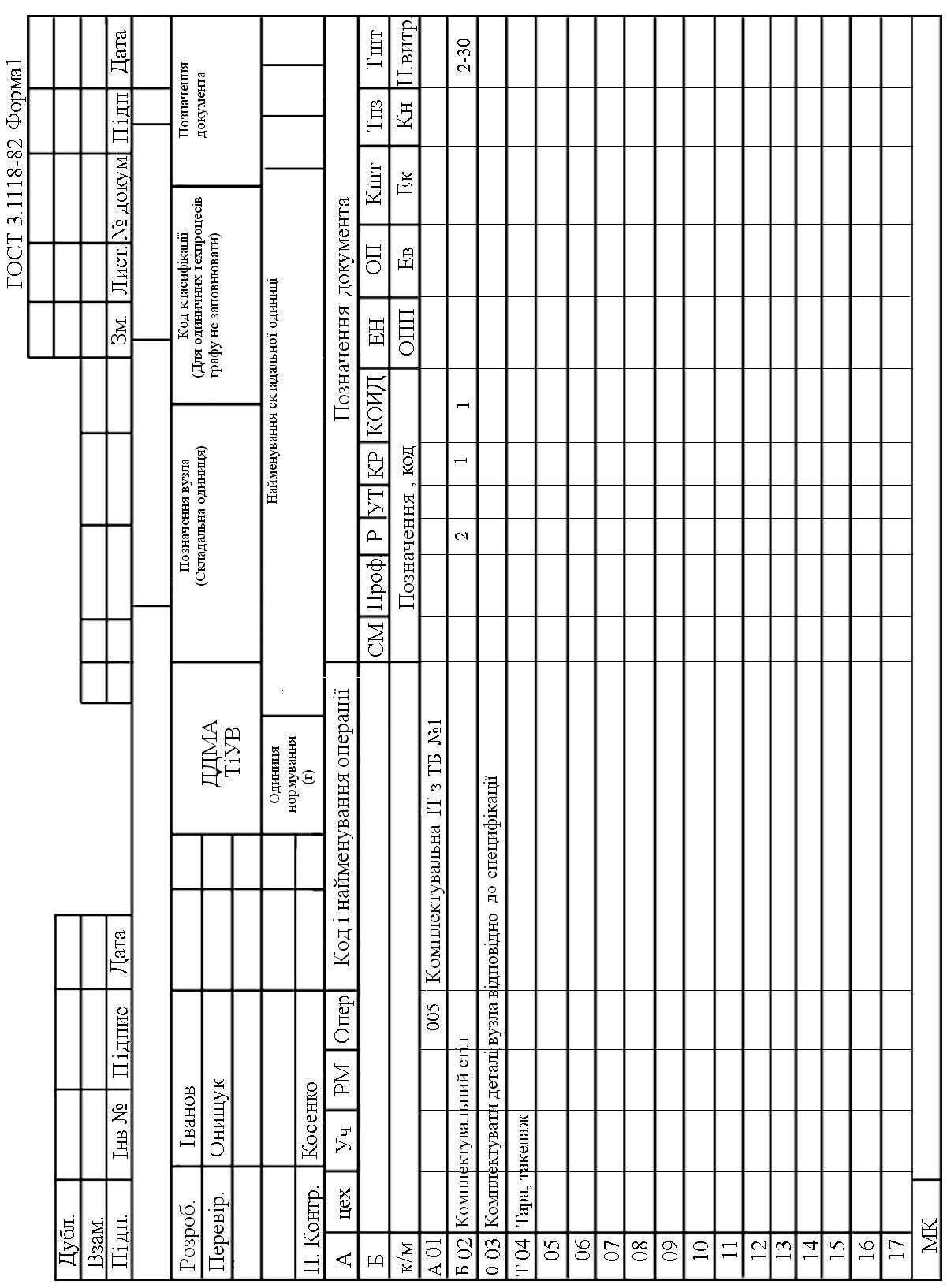
Додаток В Зразок заповнення технологічної документації |
|
Рисунок В.1 – Зразок заповнення технологічної карти (Форма 1) |
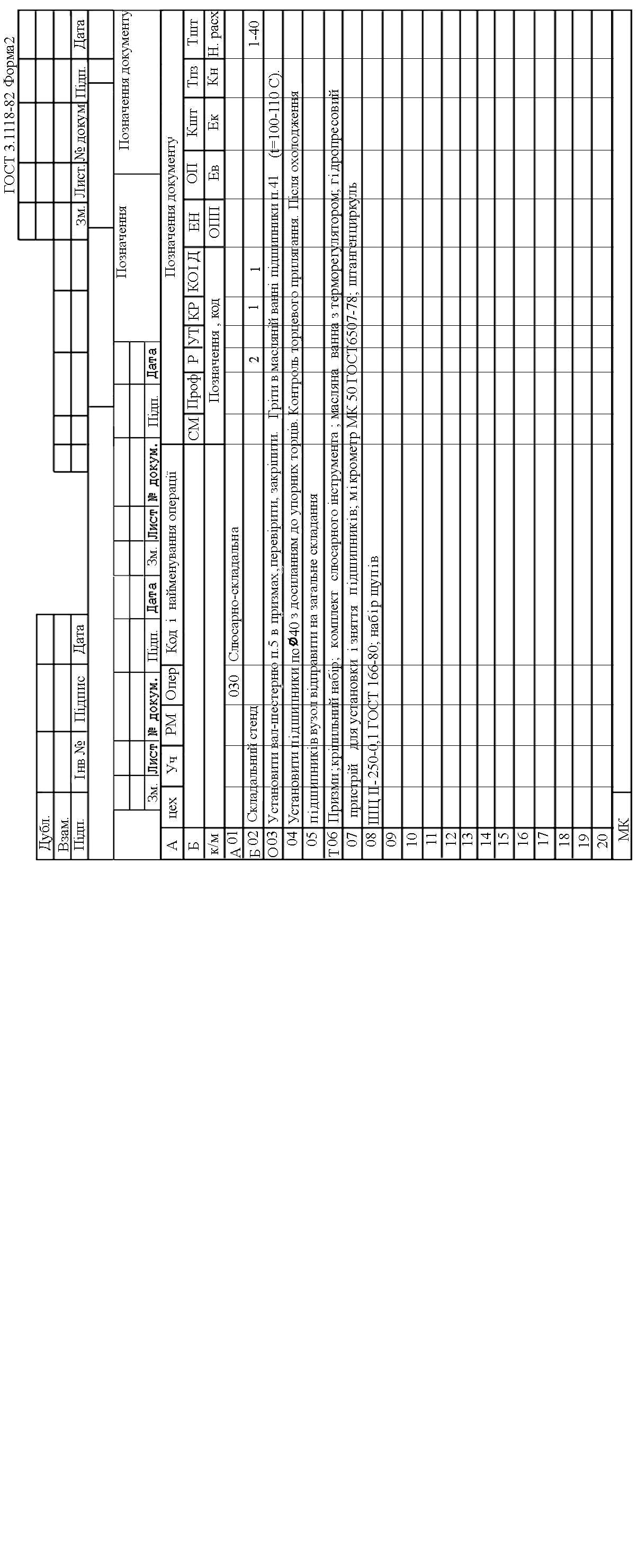
|
Рисунок В.2 – Зразок заповнення технологічної карти (Форма 2) |

Додаток г Зразок заповнення технологічної карти нормування складання
ДДМА |
Найменування виробу – шпиндель |
Група ТМ (індекс) |
|||||||
вузол, що збирається, – фланець |
|||||||||
Номер креслення вузла 1 ДО282-028-66
Річний випуск – 3000 |
П.І.Б. |
||||||||
Аркуш 1 |
|||||||||
Аркушів (усього) |
|||||||||
Номер |
Зміст переходу |
Номера деталей і їх кількість |
Устаткування |
Пристосування |
Інструмент |
Норма часу, хв. |
|||
операції |
переходу |
робітник |
контрольний |
||||||
1 |
1 |
Продути, протерти фланець 66 і вісь 64 і ввернути в отвори осі й фланця по дві пробки |
64 – 1 66 – 1 218 – 4 |
Верстат |
|
Торцевий ключ |
|
1,46 |
|
|
2 |
Звільнити від упакування два підшипники й напресувати їх на вісь 64 до упору |
203 – 1 206 – 1 |
Верстат, прес |
|
Дві оправки |
|
1,13 |
|
|
3 |
Поставити кільця 228 і 229 у пази фланця 66, змазати маслом вісь 24, завести її в отвір фланця 66, поставити замкове кільце 225 |
228 – 1 229 – 1 225 – 1 |
Верстат |
|
Круглогубці |
|
0,74 |
|
|
4 |
Протерти фланець 95, поставити кільце 223 змазати маслом фланець 95,завести його в отвір фланця 66, поставити замкове кільце 242, перевірити легкість обертання осі 64 |
95 – 1 223– 1 242 – 1 |
Верстат |
|
Круглогубці |
|
0,69 |
|
Примітка. Прийнято, що деталі для складання подані до робочого місця на відстань не більше 2 м, тому допоміжний час на установку базових деталей дорівнює нулю.