

1.3.5 Складання циліндричних зубчастих передач
Циліндричні зубчасті передачі зовнішнього зачеплення становлять у конструкціях машин і механізмів 75…80 % загальної кількості передач. Деякі розповсюджені способи закріплення зубчастих коліс на валах показано на рисунку 1.29. Найбільш розповсюдженими з них є перші чотири способи, при цьому перший спосіб – в одиничному й дрібносерійному виробництвах, а другий і третій – у великосерійному і масовому.
У конструкціях машин і механізмів найбільш широко поширені зубчасті передачі з наступними видами коліс:
циліндричними – прямозубими, косозубими, шевронними, гвинтовими й конічними – із прямими, криволінійними й косими зубами. Черв'ячні передачі застосовують із циліндричними (архімедовими) і глобоїдними черв'яками.
Для зубчастих циліндричних і конічних передач, а також черв'ячних передач державними стандартами встановлюється дванадцять ступенів точності, позначуваних у порядку зменшення точності ступенями 1…12.
Для кожного ступеня точності зубчастих передач державним стандартом установлені норми: кінематичної точності колеса, плавності роботи колеса й контакту зубів.
Норми кінематичної точності визначають повну погрішність кута повороту зубчастих коліс за оберт.
Норми плавності роботи колеса визначають величину складових повної погрішності кута повороту зубчастого колеса.

Рисунок 1.29 – Кріплення зубчастих коліс на валах
Норми контакту зубів визначають точність дотримання відносних розмірів плями контакту сполучених зубів коліс у передачі. Незалежно від ступеня точності коліс і передач установлюють норми бічного зазору.
Основними є величини мінімального гарантованого бічного зазору, що забезпечує компенсацію зменшення бічного зазору від нагрівання передачі при різниці температур зубчастої передачі й корпуса 25 °С і рівності коефіцієнтів лінійного розширення. Норми гарантованого бічного зазору можна змінювати.
Важливим фактором, що визначає експлуатаційну якість зубчастої передачі, є бічний зазор між зубами коліс. Бічний зазор виміряється для циліндричних коліс у перетині, перпендикулярному до напрямку зубів, у площині, дотичної до основних циліндрів, для конічних – по нормалі до поверхонь зубів у більшої основи ділильного конуса.
Зазор у зачепленні є необхідним для компенсації можливих помилок у розмірах зубів, неточності відстані між осями зубчастих коліс, зміни розмірів і форми зубів при нагріванні в процесі роботи передачі. Але разом із цим зазор є причиною виникнення ударів і додаткового зношування зубів при роботі зубчастих коліс, а також причиною появи в передачі так званого мертвого ходу, коли відхилення на деякий кут провідного зубчастого колеса не викликає повороту веденого. Таким чином, зазор у зачепленні повинен бути таким, щоб при роботі передачі не відбулося заклинювання зубів, не порушилася плавність обертання й у той же час мертвий хід був якнайменше.
Установку коліс виконують за допомогою преса (рисунок 1.30) або ж вручну за допомогою спеціальної м'якої оправки й молотка. Останній спосіб застосовують у дрібносерійному виробництві лише для зубчастих коліс малого розміру, термічно не оброблених, що монтуються з невеликими натягами. Зубчасті колеса великого розміру, термічно оброблені, а також установлювані зі значними натягами, необхідно напресовувати тільки за допомогою преса, із застосуванням спеціальних пристосувань. Прикладом таких пристосувань можуть бути пневматичні або гідравлічні скоби.
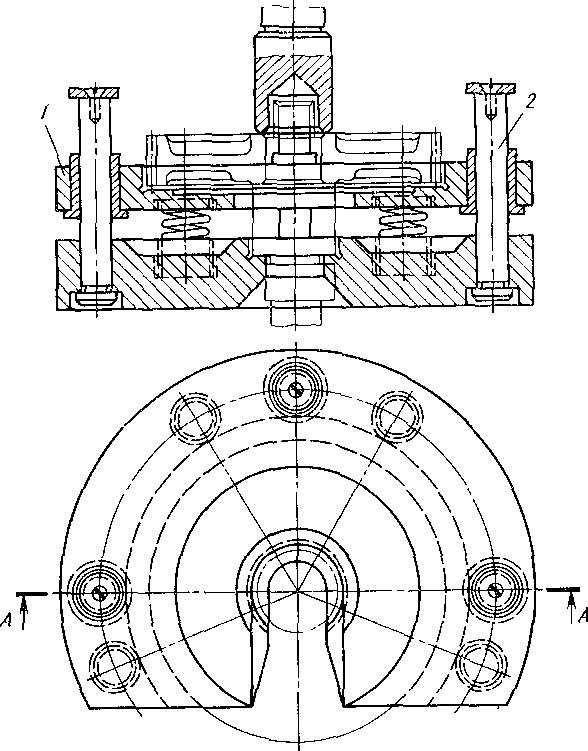
1 – упорна дошка; 2 – напрямні стрижні
Рисунок 1.30 – Напресування зубчастих коліс на вал за допомогою
преса й пристосування
Основною вимогою, що пред’являється до пристосувань, є забезпечення точного напрямку зубчастого колеса, що напресовується, й, таким чином, усунення перекосу його на посадковій шийці.
При більших діаметрах зубчастих коліс доцільно при напресуванні застосовувати пристосування з напрямними планками або стрижнями. У такому пристосуванні (див. рисунок 1.30) зубчасте колесо встановлюють або закріплюють на упорній дошці 1, яка рухається по напрямних стрижнях 2. У результаті цього здійснюють точне центрування колеса при запресовуванні, особливо на початку його.
У ряді випадків скористатися універсальними пресами не представляється можливим, наприклад, при установці зубчастих коліс на довгих валах. Тоді доцільно для напресування застосувати спеціальні нескладні установки, що мають привод від пневматичної мережі, насосних станцій або пнемогідравлічних пристроїв.
Точність складання змонтованого на валу зубчастого колеса оцінюють при контролі складальної одиниці за допомогою індикатору (рисунок 1.31).
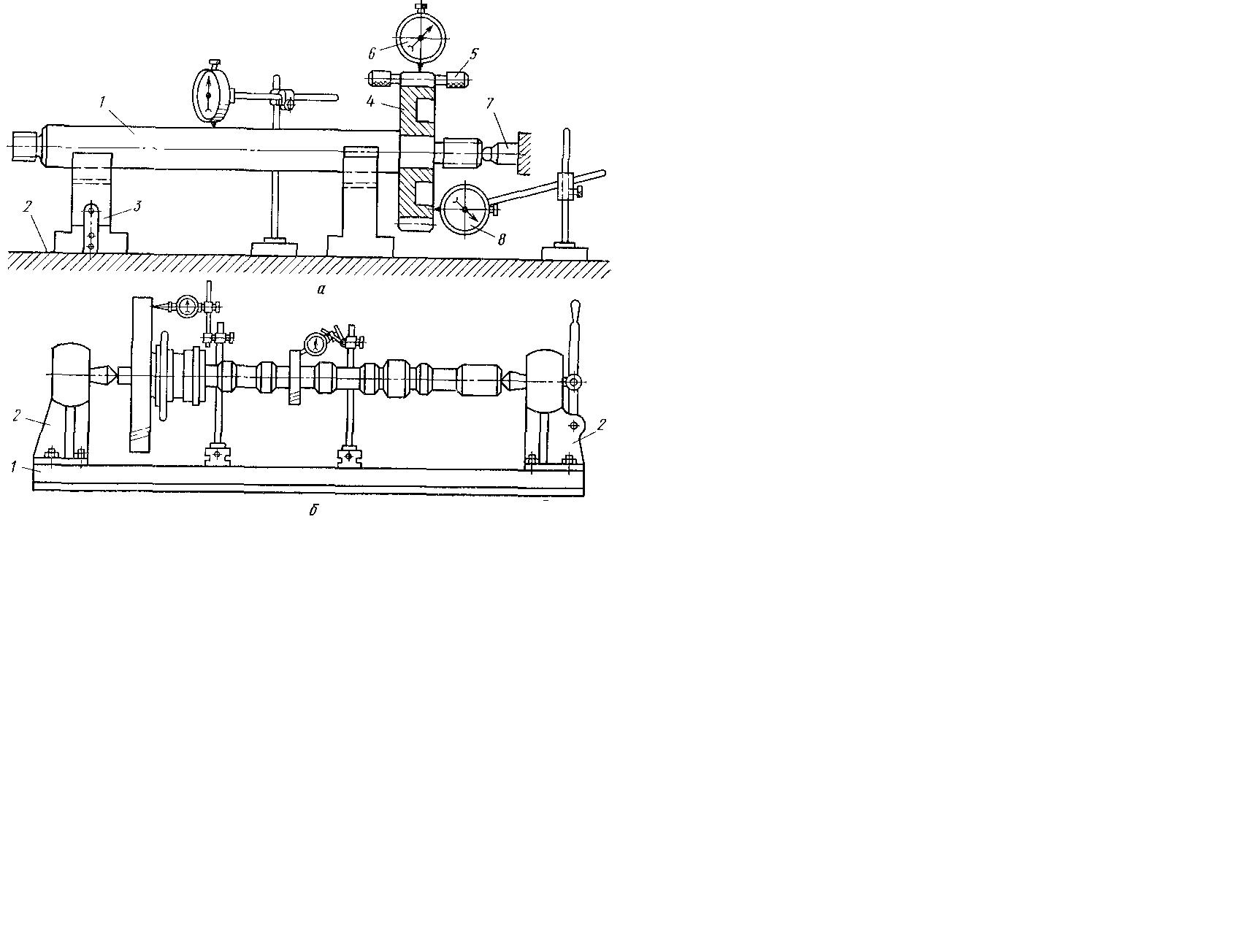
а– на призмах; б – у центрах; 1 – вал; 2 – плита; 3 – регульована призма; 4 – зубчасте колесо; 5 – циліндричний калібр; 6 – індикатор; 7 - центр
Рисунок 1.31 – Контроль на биття вузла зубчасте колесо–вал
Для цього вал 1 установлюють на плиті 2 на призми й зміною висоти регульованої призми 3 домагаються паралельності осі вала площині плити. Після цього зверху між зубами колеса 4 поміщають циліндричний калібр 5 діаметром 1,68m (т – модуль), на який установлюють ніжку індикатору 6.