

Вопрос 4. Динамические характеристики датчиков
Динамические свойства датчика характеризуются целым рядом параметров, которые, однако, довольно редко приводятся в технических описаниях производителей. Динамическую характеристику датчика можно экспериментально получить как реакцию на скачок измеряемой входной величины (рис. 2.2). Параметры, описывающие реакцию датчика, дают представление о его скорости (например, время нарастания, запаздывание, время достижения первого максимума), инерционных свойствах (относительное перерегулирование, время установления) и точности (смещение).
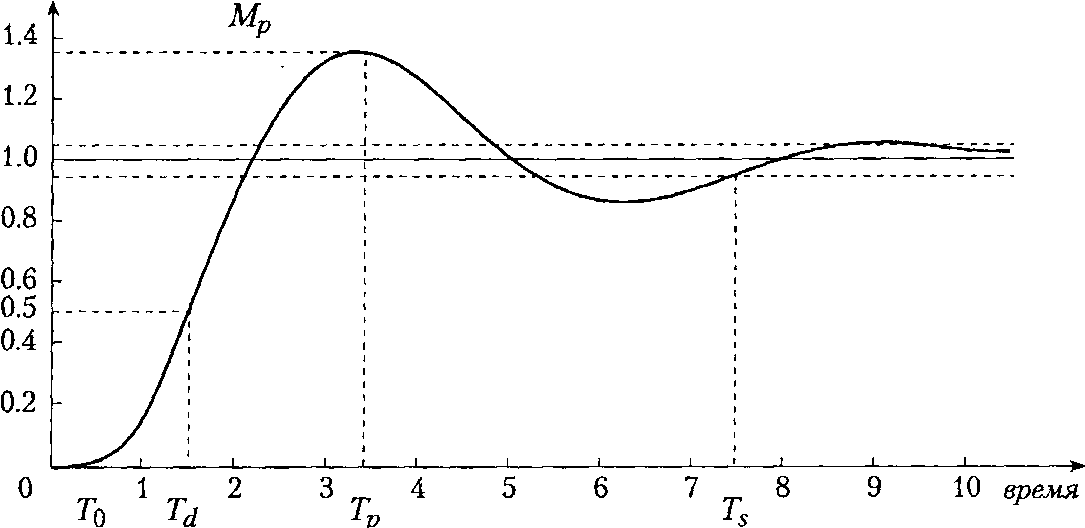
Рис. 2.2. Динамическая реакция датчика (реакция на скачок):
T0 – время прохождения зоны нечувствительности,
Td – запаздывание,
Тp – время достижения первого максимума,
Тs – время установления,
Мp – перерегулирование.
В принципе следует стремиться к минимизации следующих параметров:
• Время прохождения зоны нечувствительности (dead time) – время между началом изменения физической величины и моментом реакции датчика, т. е. моментом начала изменения выходного сигнала.
• Запаздывание (delay time) – время, через которое показания датчика первый раз достигают 50 % установившегося значения. В литературе встречаются и другие определения запаздывания.
• Время нарастания (rise time) – время, за которое выходной сигнал увеличивается от 10 до 90 % установившегося значения. Другое определение времени нарастания – величина, обратная наклону кривой реакции датчика на скачок измеряемой величины в момент достижения 50 % от установившегося значения, умноженная на установившееся значение. Иногда используются другие определения. Малое время нарастания всегда указывает на быструю реакцию.
• Время достижения первого максимума (peak time) – время достижения первого максимума выходного сигнала (перерегулирования).
• Время переходного процесса, время установления (settling time) – время, начиная с которого отклонение выхода датчика от установившегося значения становится меньше заданной величины (например, ± 5 %).
• Относительное перерегулирование (percentage overshoot) – разность между максимальным и установившимся значениями, отнесенная к установившемуся значению (в процентах).
• Статическая ошибка (steady-state error) – отклонение выходной величины датчика от истинного значения или смещение. Может быть устранена калибровкой датчика.
В реальных условиях некоторые требования к датчикам всегда противоречат друг другу, поэтому все параметры нельзя оптимизировать одновременно.
Вопрос 5. Основные требования, предъявляемые автоматизацией к технологии и аппаратному оформлению пищевого предприятия
Пример внедрения АСУТП на пищевом производстве
Рассмотрим процесс перемещения твёрдых материалов.
В качестве объекта управления процессом перемещения твёрдых материалов примем ленточный транспортер, перемещающий сыпучий материал. Показателем эффективности этого процесса является расход транспортируемого материала, а целью управления будем считать поддержание заданного значения расхода. В связи с тем все возмущения на входе в объект (изменение гранулометрического состава материала, его влажности, проскальзывание ленты транспортера и т. п.) устранить невозможно, расход материала следует принять в качестве регулируемой величины и регулировать его корректировкой работ дозировочных устройств.
Контролю подлежат расход перемещаемого материала и количество потребляемой приводом электроэнергии. При резком возрастании тока электродвигателя транспортера (например, в случае заклинивания ленты) должны сработать устройства сигнализации и защиты. Последние отключают электродвигатель.
В связи с возможностью засорения отдельных участков транспортной системы посторонними включениями (комками, налипшим материалом) и опасностью выхода из строя отдельных элементов транспортера контролируется и сигнализируется также наличие полтока материала с помощью специального датчика.
Необходимо заметить, что типовые решения автоматизации ленточного транспортера при перемещении штучных грузов аналогичны, но в качестве регулируемой величины в этом случае следует принять число единиц груза в единицу времени, а регулирующее воздействие осуществлять корректировкой работы погрузочных устройств.
Различные цели управления процессом перемещения. В зависимости от требований, предъявляемых следующим по ходу перемещаемого материала технологическим процессом, перед транспортным устройством могут ставиться разные задачи.
1. Стабилизация усреднённого во времени расхода. Эта задача ставится наиболее часто и решается применением сравнительно простых устройств.
2. Поддержание заданного мгновенного значения расхода. Эту задачу решить значительно труднее, во-первых, вследствие флуктуаций расхода, вызванных изменением проходного сечения дозатора при прохождении через него материала, и, во-вторых, ввиду сложности измерения мгновенного расхода. Для измерения мгновенного расхода используют сложные устройства, в которые входят элементы вычислительной техники.
3. Обеспечение определённого суммарного количества материала за определённый цикл работы. Такую задачу требуется решать, например, при составлении шихты, упаковке определённых порций материала, используют автоматические весы, обеспечивающие взвешивание материала, загрузку и разгрузку бункера.
Внесение регулирующих воздействий изменением скорости транспортёра. Когда между бункером и транспортёром отсутствует дозатор, работа которого определяет количество материала на ленту, расход материала зависит от скорости, ленты. При такой технологической схеме регулирующие воздействия могут быть реализованы изменением скорости ленты. Самым распространённым способом изменения скорости является использование электромагнитных муфт, систем с преобразованием частоты тока и двигателей постоянного тока.
Система автоматического управления транспортёрами. Автоматические устройства управления транспортёрами должны обеспечить не только регулирование расхода перемещаемого груза, но и автоматический пуск, остановку, а в отдельных случаях и реверсирование электродвигателей этих транспортёров. Сигналы на осуществление той или иной операции могут поступать от командного прибора или от путевых выключателей и реле скорости. Применяют и комбинированные системы, например систему управления пульсирующим транспортёром. Пульсирующий транспортёр должен доставить изделие к аппарату, прекратить работу на некоторый промежуток времени, необходимый для загрузки изделия в аппарат, включиться вновь и работать до того момента, пока следующее изделие не достигнет аппарата. Электрическая схема, с помощью которой автоматически производится смена операций.
Управление поточно-транспортными системами. Для обслуживания одного технологического процесса часто необходимо установить несколько транспортных устройств. Комплекс механизмов и машин, предназначенных для транспортировки материалов в едином технологическом процессе, называют поточно - транспортной системой (ПТС). В связи с тем что работа всех транс-портных установок ПТС подчинена одной цели - обеспечению непрерывного и бесперебойного протекания основного процесса, - автоматизацию их следует вести по общей схеме. Естественно, что системы управления комплексом механизмов строятся с учётом всех требований, предъявляемых к схемам отдельных транспортных установок, и, кроме того, должны удовлетворять ряду дополнительных требований. Приведём основные из них.
Схему управления следует составлять не для всей ПТС, а для отдельных трактов или участков. Участком называют часть ПТС, предназначенную для выполнения отдельного технологического процесса; границами участка обычно являются ёмкости. Тракт - это часть участка, механизмы которого могут быть включены независимо от остальных механизмов участка. Схема управления трактом должна быть автономной: пуск отдельного тракта не должен отражаться на работе соседних. Внутри тракта выбирают головной механизм, который должен включаться первым. Пуск его - единственная ручная операция при управлении трактом. В качестве головного выступает последний по потоку материала механизм. Все остальные механизмы должны включаться автоматически в такой последовательности, чтобы не было завалов механизмов транспортируемых материалом. Последнее условие соблюдается с помощью блокировочных связей, обеспечивающих последовательность: пуска механизмов в направлении, обратном потоку материалов, а остановку какого-либо механизма - только после остановки предшествующих механизмов.
Электрическая схема управления ПТС должна обеспечивать три режима работы механизмов. Основным является сблокированный режим.
Механизмы перед включением должны быть приведены в готовность, поэтому схему управления ПТС следует построить так, чтобы централизованный пуск её можно было осуществлять только после разрешения из цеха.
При местном режиме пуск и останов механизмов может быть произведён в цехе с помощью кнопки, независимо от состояния соседних механизмов.
При местном сблокированном режиме пуск и останов механизмов также может быть произведён в цехе, но с обязательным соблюдением блокировочных связей. Необходимость в этом режиме появляется в момент наладки технологического процесса и во время выхода из строя аппаратуры централизованного режима.