

2. Лісозаготівля та лісопильне виробництво
Лісозаготівля – це сукупність виробничих операцій, які здійснюють на ділянках, призначених під вирубку.
Кожен лісозаготівельний пункт поділяють на кілька ділянок – лісосік. Такі ділянки лісового масиву виділяють під порубку там, де переважна кількість дерев вже досягла оптимальних розмірів. Кожна ділянка займає площу близько 7 – 25 га.
Лісозаготівельні роботи складаються з кількох процесів: підготовка лісосіки, розбивання на ділянки для вирубки, прокладання трелювальних шляхів, вирубка лісу, розпилювання деревини на круглий сортамент і вивезення її в місця заготівель до проміжних або кінцевих пунктів.
Підготовляють лісосіки до розробки спеціальні, підготовчо-монтажні бригади, до обов'язків яких входять: розчищення площі під верхній склад, обладнання відвантажувального майданчика і стоянки для тракторів, побудова складів під пальне та мастила, монтаж електроосвітлювальної і телефонної мереж, прорубування трелювальних шляхів.
Рубання лісу може проводитись у будь-яку пору року. Воно складається з таких операцій:
• відпилювання або відрубування стовбура від кореня;
• обрубування верхівки і очищення стовбура від сучків (так званих хлистів).
Рубають ліс ручним і механічним способами. Механізацію рубання лісу здійснюють за допомогою ручних бензомоторних і електричних пилок. Для обрубування гілок і сучків застосовують дискові і ланцюгові ручні електричні пилки, стаціонарні гілкорізи і механічні гілкоруби.
Транспортують лісові матеріали з ділянок лісосіки до верхнього складу і вантажного майданчика трелювальними тракторами, а в болотистих місцях – трелювальними лебідками. На верхньому складі стовбури розпилюють на частини – колоди, сортують їх за довжиною та товщиною і перевалюють на транспортні засоби для вивезення на нижній склад.
На нижній склад лісоматеріали транспортують по магістральній дорозі – ґрунтовій, льодовій або лежневій – тракторами і автолісовозами, а по вузькоколійних залізницях – мотовозами. Нижні склади будують у пунктах, де лісовозні дороги прилягають до сплавної ріки або залізниці. На нижніх складах створюють цехи деревообробки, лісопиляння, заготівлі шпал та ін.
На складах матеріали розвантажують, сортують, укладають у штабелі і вантажать на залізничний транспорт за допомогою ланцюгових або стрічкових транспортерів, лебідок, автокрана.
Сплавляння лісу набагато дешевше, ніж перевезення його залізничним або водним транспортом.
Круглий лісоматеріал, що надходить з лісозаготівельної промисловості, на лісопильних заводах розпилюють на бруси, дошки, шпали та ін. Лісопильні заводи мають склад сировини, лісопильний цех, склад пиломатеріалів і допоміжні цехи. Деякі лісопильні заводи мають лісосушарні і деревообробні цехи; поряд з пиломатеріалом вони випускають різні готові вироби: комплекти дерев'яних вузлів, деталі будинків, готову дерев'яну тару, пристрої для текстильних виробництв, взуттєві колодки, меблі та ін.
Основна продукція лісопильного заводу – товарний матеріал, який випилюють з круглого матеріалу на спеціальних лісопильних рамах.
Лісопильна рама – це машина, яка складається з кількох прямих пиляльних полотен, що встановлені в одній рамі і здійснюють поступально-зворотний рух у вертикальній площині. Відходи лісопиляння (до 25 % за об'ємом) переробляють на планки, дощечки, деревно-волокнисті плити; а також на деревний спирт.
Усі лісоматеріали класифікують за породою деревини, розмірами і характером обробки. Для надання пиломатеріалам потрібної форми, а також для виготовлення з них різних деталей застосовують спеціальні верстати.
Розпилюють деревину на круглопиляльних, стрічкових і лобзикових верстатах. У круглопиляльних верстатах різальним інструментом є дискова пилка. Ці верстати дають змогу розпилювати матеріал у поперечному і поздовжньому напрямках з великою швидкістю різання – до 60 м/сек і більше.
Стрічкові верстати застосовують для поздовжнього, поперечного і криволінійного розпилювання матеріалу зі швидкістю різання до 20 – 30 м/сек. Різальним інструментом у них є нескінченне стрічкове пиляльне полотно. Для випилювання матеріалу складних кривих контурів застосовують лобзикові верстати. У таких верстатах різальним інструментом є закріплена в затискачах тонка вузька пилка, яка може рухатись зворотно-поступально.
Для вирівнювання поверхні матеріалу або доведення товщини пиломатеріалу до потрібних розмірів застосовують стругальні верстати.
Для фасонної обробки матеріалів прямолінійних або криволінійних контурів і виготовлення різних профілів, пазів, гребенів, шипів та ін. застосовують фрезерні верстати.
Для обробки деталей особливо складної форми застосовують спеціальні копіювальні верстати. Деталі, що мають форму тіл обертання, обробляють на токарних і токарно-копіювальних верстатах.
Механічну обробку деревини здійснюють на лісопильних підприємствах, деревообробних заводах, будівельних майданчиках і в деревообробних цехах різних машинобудівних заводів.
Продукт лісопильного виробництва – лісоматеріали, які мають одну форму і оброблені однаковим способом, називають сортаментом. Кожен сортамент поділяють на розміри, що мають свої назви, а кожний розмір за якістю поділяють на сорти.
За формою і розмірами поперечного перерізу пиломатеріали діляться на види, що мають різноманітні назви.
Пластина – це половина розпиляної вздовж по осі колоди. Четвертина – половина розпиляної вздовж по осі пластини.
Двокантний брус – пиломатеріал з двома паралельними площинами однакової ширини, відстань між якими 100 мм і більше. Площини бруса називаються постелями. Двокантний брус з різною шириною постелей називають шпалою.
Трикантний брус – це пиломатеріал з трьома площинами, що йдуть вздовж осі колоди, дві з яких паралельні між собою; відстань між ними 100 мм і більше; третя площина перпендикулярна першим двом, відстань від неї до осі колоди більше 100 мм.
Чотирикантний брус — пиломатеріал з чотирма площинами, що ідуть вздовж осі колоди. Протилежні сторони його паралельні, сумїжні –перпендикулярні. Відстань між паралельними сторонами 100 мм і більше.
Дошка — пиломатеріал, товщина якого менше 100 мм, а відношення ширини до товщини більше 2. Широка сторона називається пластю, вузька – кромкою. Площина, що утворюється при обрізанні дошки впоперек волокон, зветься торцем дошки. Товщина дошки визначається відстанню між пластями, ширина — відстанню між кромками. Довжина дошки – це найкоротша віддаль між торцями. Лінія, де сходяться пласть і кромка, називається ребром.
Розрізняють дошки обрізні і необрізні. В обрізних дошках всі кромки або окремі ділянки кромок утворюються площинами. В необрізних дошках обидві кромки є частиною поверхні колоди. Така поверхня називається обзелом. Обзел може бути гострим і тупим. Якщо вся ширина кромки зайнята обзілом, то його називають гострим. Гострий обзілом може бути у необрізної дошки; в обрізної дошки він може бути на одній з кромок або на частині довжини кромки. Якщо у обрізної дошки кромка утворена площиною, а між кромкою і пластю залишилася частина обзілу, його називають тупим. Дошку, що не має обзілу, називають чисто обрізною.
Брусок – пиломатеріал, що має в перерізі форму прямокутника, відстань між паралельними сторонами якого менше 100 мм, а відношення ширини бруска до товщини становить від 2 до 1. Тонкі короткі бруски товщиною менше 30 і довжиною менше 3000 мм називають і планками.
Обапіл – пиломатеріал, одержаний з бічної колоди.
Обапіл горбильний (горбиль) – якщо випукла сторона обапілу не пропилена або пропилена менш, ніж на 1/2 його довжини. Обапіл дощатий — коли випукла сторона обапілу обрізана (пропилена) більш, ніж на 1/2 його довжини.
Рейка – обрізана частина кромки, зрізана у дошки.
Короткі дошки і бруски, розміри яких за перерізом і довжиною відповідають або кратні розмірам майбутніх деталей, що виробляються з них, називаються чорновими заготовками. Чорнові заготовки повинні мати припуск матеріалу на обробку і усушку. В процесі виготовлення пиломатеріалів одержуються шматкові відходи.
Виробництво фанери
Фанерою називаються тонкі дерев'яні пластини або листи, які застосовують як будівельний і столярний матеріал. Залежно від способу виробництва розрізняють фанеру ножову, або облицювальну, і клеєну.
Клеєну фанеру виготовляють з трьох або більше шарів лущеного шпону, склеєних між собою так, що волокна суміжних шарів перехрещуються (рис. 19.1 б).
Т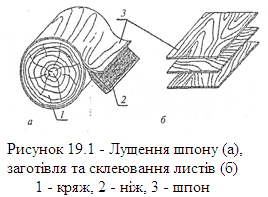 аке
розміщення волокон надає фанері більш
рівномірної міцності і рівності її
поверхні.
аке
розміщення волокон надає фанері більш
рівномірної міцності і рівності її
поверхні.
Клеєну фанеру широко застосовують у різних галузях промисловості. З неї виготовляють понад 2000 різних виробів. Технологічний процес виробництва клеєної фанери складається з таких основних операцій: розпилювання колод на кряжі, пропарювання кряжів, знімання кори з кряжів, лущення шпону, розрізання шпону на листові заготовки, сушіння шпону, нанесення клею на шпон, заготівля листів (пакетів) і їх склеювання під тиском, обрізка кромок, усунення дефектів та оздоблення, пакування готової продукції.
З пропарених розм'яклих кряжів знімають кору і подають на лущильні верстати. Лущильний верстат – це звичайний тип токарного верстата з обертовим шпинделем і поперечним супортом, на якому закріплений у вигляді різця довгий ніж з притискним пристроєм. Ніж, підведений до кряжа, що обертається, зрізає неперервну стружку шпону потрібної товщини (рис. 19.1 а).
Клеєну фанеру виготовляють з берези, вільхи, сосни, осики, липи, дуба, смереки і ялини. Листи клеєної фанери виготовляють довжиною від 1220 до 2440 мм, шириною від 1220 до 1520 і товщиною від 1 до 19 мм. Листи фанери товщиною понад 12 мм називають фанерними плитами. Фанеру ножову виготовляють з твердих і цінних порід деревини – дуба, ясеня, горіха, червоного дерева, зрізуючи тонкі листи деревини на спеціальних фанерно-стругальних верстатах і застосовують для оздоблення (фанерування) столярно-меблевих виробів. Крім розглянутих сортів, фанерні заводи виготовляють спеціальну фанеру: армовану – обклеєну листовим металом; веніровану – обклеєну з двох боків або з одного шпоном цінних порід; вогнетривку і водотривку – покриту галалітом, пластмасою, водотривкою хімічною сполукою; покрівельну — обклеєну папером, просоченим тольовою масою.
Столярно-меблеве виробництво
Столярно-меблеве виробництво складається із окремих стадій технологічного процесу. Технологічна схема сучасного столярно-меблевого виробництвам узагальненому вигляді наведена на рис. 19.2.
Першою і другою стадіями технологічного процесу є сушіння та розкроювання матеріалів на заготовки.
Третьою стадією технологічного процесу є механічна обробка чорнових заготовок струганням, фрезеруванням, пилянням на верстатах або за допомогою ручних інструментів. Цією обробкою заготовкам надають потрібної геометричної форми та розмірів. Такі заготовки називають чистовими.

Рисунок 19.2 – Технологічна схема столярно-меблевого виробництва
Чистові заготовки піддаються склеюванню та личкуванню. Кінцевою обробкою чистових заготовок, виготовлених з масивної деревини, деревних матеріалів, склеєних або личкованих, є виготовлення з'єднуючих елементів (шипів, провушин, гнізд тощо), надання відповідного профілю окремим елементам і шліфуванням доводять поверхні деталі до потрібної шорсткості. Процес складання виробів можна розділити на ряд стадій. Перша з них – складання деталей у складальні одиниці (щити, рамки, коробки та ін.) і друга – складання (монтаж) складальних одиниць у виріб.
При виготовленні виробів з деревини застосовують різні способи з'єднання деталей у складальні одиниці і складальних одиниць у вироби. Основним способом отримання нерознімних з'єднань є клейові з'єднання. Такі з'єднання забезпечують високу міцність. І в ряді випадків міцність клейового з'єднання вища від міцності деревини й деревинних матеріалів. Крім цього, клейові з'єднання застосовуються не тільки для отримання складальних одиниць при виготовленні виробів, а й для підвищення фізико-механічних характеристик конструктивних елементів виробів, раціонального використання малоцінних сировинних матеріалів, застосовування відходів виробництва для створення нових видів продукції тощо.
Личкування являє собою наклеювання на поверхні брускових і щитових заготовок тонкого шару матеріалу з натурального або синтетичного шпону, декоративного паперово-шарувального пластика або різного роду плівок, штучної або натуральної шкіри тощо.
Личкувати можна гарячим або холодним способом склеювання. При холодному склеюванні температура клейового шару в процесі твердіння відповідає кімнатним умовам. Гаряче склеювання проводиться при підвищеній температурі, в результаті чого швидкість твердіння клею зростає.