

-
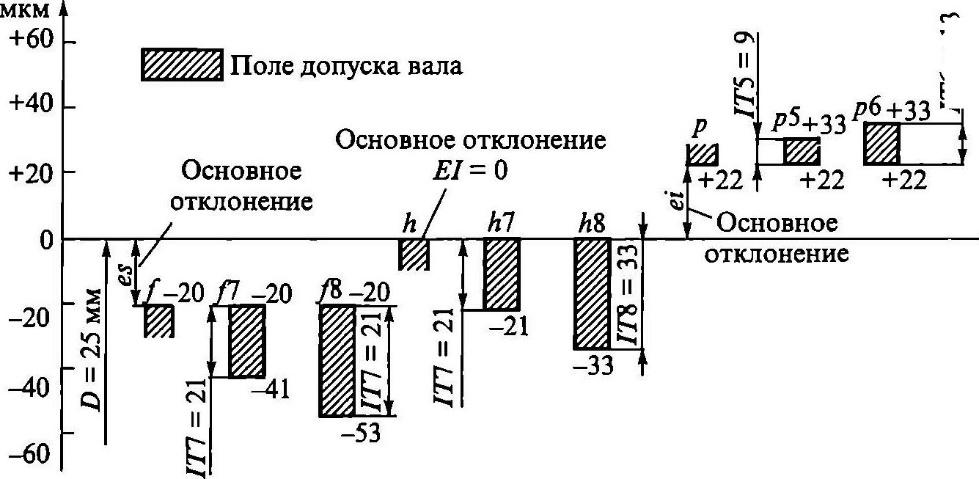
Образование полей допусков
В ЕСДП нормируется одно (основное) отклонение. Его величина определяется по зависимостям, приведенным в ГОСТ 25346. Второе отклонение получается сложением значения допуска с этим отклонением: если основное отклонение нижнее, то верхнее откло-
а
Рис.
5.3. Примеры образования полей допусков:
а
— отверстий; б
— валов
1Т6=
13
-
Системы образования посадок
При использовании различных полей допусков валов и отверстий при их соединении может быть получено большое число посадок. В ЕСДП предусмотрены две системы образования посадок: в системе отверстия и в системе вала.
б
Рис.
5.4. Расположение полей допусков отверстий
и валов в системе отверстия (а); поля
допусков валов для посадок (б):
1
— с зазором, 2
— переходных, 3
— с натягом

Посадки в системе вала — это посадки, в которых различные зазоры и натяги в соединении получаются соединением отверстий различных размеров с основным валом. Основной вал — вал, верхнее отклонение которого равно нулю (рис. 5.5, а, б). Например, обозначение посадки в системе вала 0lQFllh6, где кв — поле допуска основного вала, h = 0 — основное отклонение основного вала.
В приложении к стандарту ГОСТ 25347-82 приведены рекомендуемые посадки в системе отверстия и в системе вала. В стандарте отмечается, что применение системы отверстия является предпочтительным, так как изменить размер вала проще, используя резец или шлифовальный круг. Точные же отверстия небольших размеров обрабатываются дорогостоящим мерным инструментом (сверла, зенкеры, развертки, протяжки). Поэтому при широком применении системы вала необходимость в этом инструменте многократно возрастает.
Рис.
5.5. Расположение полей допусков отверстий
и валов в системе вала (а); поля допусков
отверстий в системе вала для посадок
(б):
1
— с зазорами; 2
— переходных; 3
— с натягами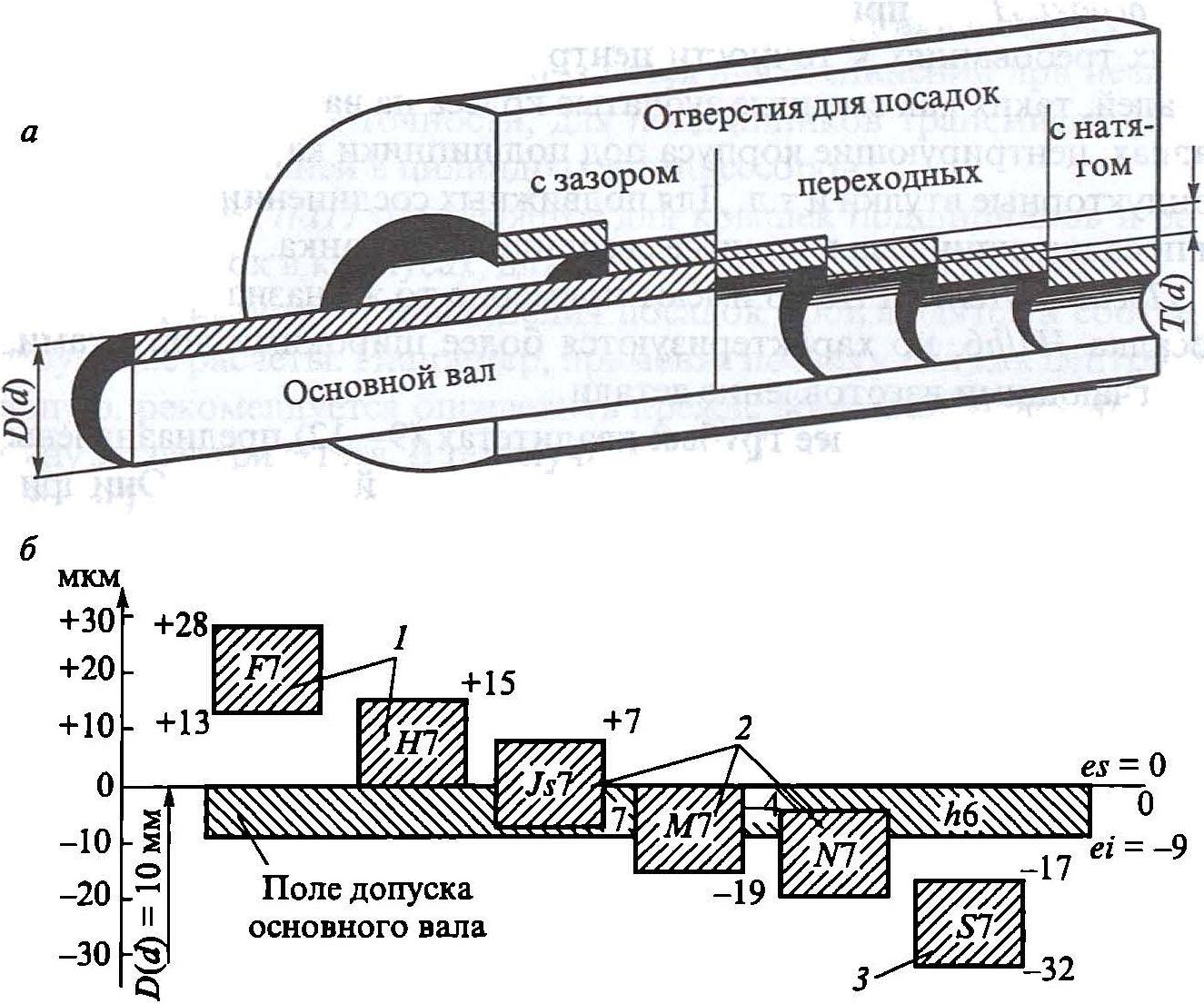
Посадки, образованные сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является ни основным отверстием, ни основным валом, называются внесистемными.
-
Выбор и расчет посадок Посадки с зазором
Посадки H/h. В этих посадках наименьший зазор равен нулю. Они установлены во всем диапазоне точностей сопрягаемых размеров (квалитеты 4—12). В точных квалитетах они применяются как центрирующие посадки, обеспечивая высокую степень совпадения центра вала с центром сопрягаемого с ним отверстия. Допускают медленное вращение и продольное перемещение, чаще всего используемое при настройках и регулировках.
Посадки Н7Лгб применяются в неподвижных соединениях при высоких требованиях к точности центрирования часто разбираемых деталей, таких как сменные зубчатые колеса на валах, фрезы на оправках, центрирующие корпуса под подшипники качения, сменные кондукторные втулки и т.д. Для подвижных соединений применяется посадка шпинделя в корпусе сверлильного станка.
Посадки H8/h 7 и H8/h8 имеют примерно то же назначение, что и посадка НПЫ, но характеризуются более широкими допусками, облегчающими изготовление детали.
Посадки H/h в более грубых квалитетах (9—12) предназначены для неподвижных и подвижных соединений малой точности. Они применяются для посадки муфт, звездочек, шкивов на валы, для неответственных шарниров, роликов и т.п.
Посадки H/g, G/h обладают минимальным по сравнению с другими посадками зазором. Они установлены только в точных квалитетах 4—7 и применяются для плавных, чаще всего возвратно-поступательных перемещений, допускают медленное вращение при малых нагрузках.
Посадки H6lg5, H7lg6 применяются в плунжерных и золотниковых парах, в шпинделе делительной головки и т.п.
Посадки H/f F/h характеризуются умеренным зазором. Они применяются для обеспечения свободного вращения в подшипниках скольжения общего назначения при легких и средних режимах работы со скоростями не более 150 рад/с и в опорах поступательного перемещения.
Посадки Н7!р, H8lf8 применяются в подшипниках скольжения коробок передач различных станков, в сопряжениях поршня с цилиндром в компрессорах, в гидравлических прессах и т.п.
Посадки Н/е, E/h обладают значительным зазором, вдвое большим, чем у предыдущих посадок. Они применяются для свободного вращательного движения при повышенных режимах работы со скоростями более 150 рад/с, а также для компенсации погрешностей монтажа и деформаций, возникающих во время работы.
Посадки Н71е8, Н8/е8 применяются для подшипников жидкостного трения турбогенераторов, больших электромашин, коренных шеек коленчатых валов.
Посадки Hid, Dlh характеризуются большим зазором, позволяющим компенсировать значительные отклонения в расположении сопрягаемых поверхностей и температурные деформации и обеспечить свободное перемещение деталей или их регулировку и сборку.
Посадки H8ld9, H9ld9 применяются для соединений при невысоких требованиях к точности, для подшипников трансмиссионных валов, для поршней в цилиндрах компрессоров.
Посадка Hllldl 1 применяется для крышек подшипников и распорных втулок в корпусах, для шарниров и роликов на осях.
В зависимости от применения посадок производятся и соответствующие расчеты. Например, применяя посадку Hlh как центрирующую, рекомендуется определить прежде всего наибольшую величину эксцентриситета. В тех случаях, когда рабочая температура для деталей соединения существенно отличается от нормальной, расчет посадки рекомендуется производить исходя из температурных деформаций сопрягаемых деталей.