

-
Характеристики отдельного размера
На рабочем чертеже детали проставляют размеры, называемые номинальными, предельные отклонения этих размеров и условные обозначения полей допусков — 12Л9(±0,021) — показаны на рис. 4.3.
Номинальный размер — это размер, полученный исходя из функционального назначения детали (прочность и т.п.) и служащий началом отсчета отклонений. Абсолютно точно получить при обработке размеры детали практически невозможно из-за многочисленных погрешностей технологического оборудования, влияющих на процесс обработки (температурные и силовые деформации, износ и т.д.). Поэтому их ограничивают двумя предельными размерами, один из которых называется наибольшим предельным размером, а другой — наименьшим.
Действительный размер — это размер, полученный измерением с допустимой погрешностью. Деталь является годной, если ее действительный размер больше наименьшего предельного размера, меньше наибольшего предельного или равен одному из них.
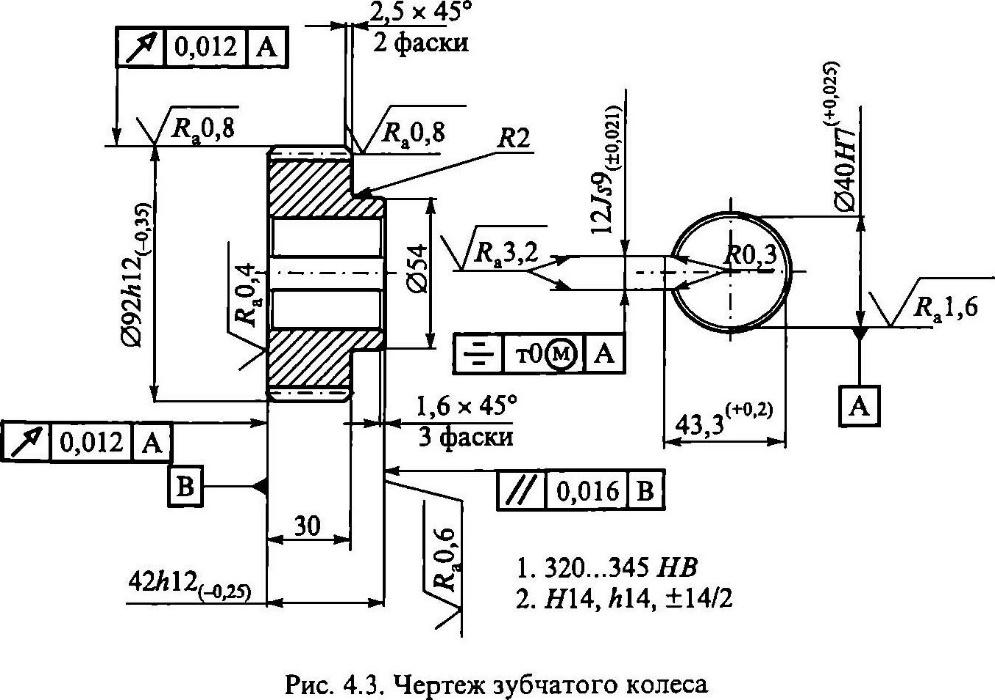
На чертежах (см. рис. 4.3) вместо предельных размеров рядом с номинальным размером указывают два предельных отклонения — верхнее и нижнее. Отклонение, равное нулю, не указывается. Например, размер шпоночного паза 12/у9(±0,021). В этом случае наибольший предельный размер паза 12,021, а наименьший — 11,979 мм. Или размер 42/г 12( 0 25)- В этом случае наибольший предельный размер 42,00, а наименьший — 41,75 мм. Годный действительный размер должен находиться между предельными размерами или быть равным одному из них.
Отклонением называется алгебраическая разность между размером предельным, действительным и т.д. и номинальным размером. Соответственно, отклонение может быть верхним предельным, нижним предельным и действительным. Верхнее и нижнее отклонения могут быть положительными, т.е. со знаком плюс, отрицательными, т.е. со знаком минус, и равными нулю. Одно из двух отклонений (верхнее или нижнее), ближайшее к нулю (нулевой линии), называется основным. На чертежах оно обозначается буквами латинского алфавита и совместно с квалитетом (цифра) определяет положение поля допуска (HI, Js9, h\2 и т.п.).
Допуск размера — это разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним предельными отклонениями. Допуск характеризует заданную точность размера детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышаются требования к точности станка, приспособлений, квалификации рабочего и т.п.
190Я7/м7
Полем допуска называется зона (поле), ограниченная верхним и нижним отклонениями. Оно определяется величиной допуска и его положением относительно номинального размера.
Нулевая линия — это линия, соответствующая номинальному размеру. От нее откладываются отклонения размеров при графическом
Принятые
обозначения
Наименование
Отверстие
Вал
Обозначение
Числовое
значение
Обозначение
Числовое
значение
Номинальный
размер
D
190
d
190
Предельные
отклонения;
верхнее
нижнее
ES
Е1
+0,046
0,00
es
ei
+0,282
+0,236
Предельные
размеры:
наибольший
наименьший
Dmax
—
D
+
ES
Dmin
=
D+EI
190,046
190,00
dmax
— d~^~es
dm\n — d+ei
190,282
190,236
Допуск
размера
TD
” Dmax
^min
0,046
Td
— dmax
~ dmin
0,046
изображении полей допусков и посадок (ГОСТ 25346). Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
На рис. 4.4 условно изображено расположение полей допусков вала. Для тел вращения допуск размера (диаметра вала) относительно оси делится на две половины по Tdl2 и распределяется симметрично. Для наглядности и упрощения при условном графичес-
Рис.
4.4. Симметричное расположение поля
допуска вала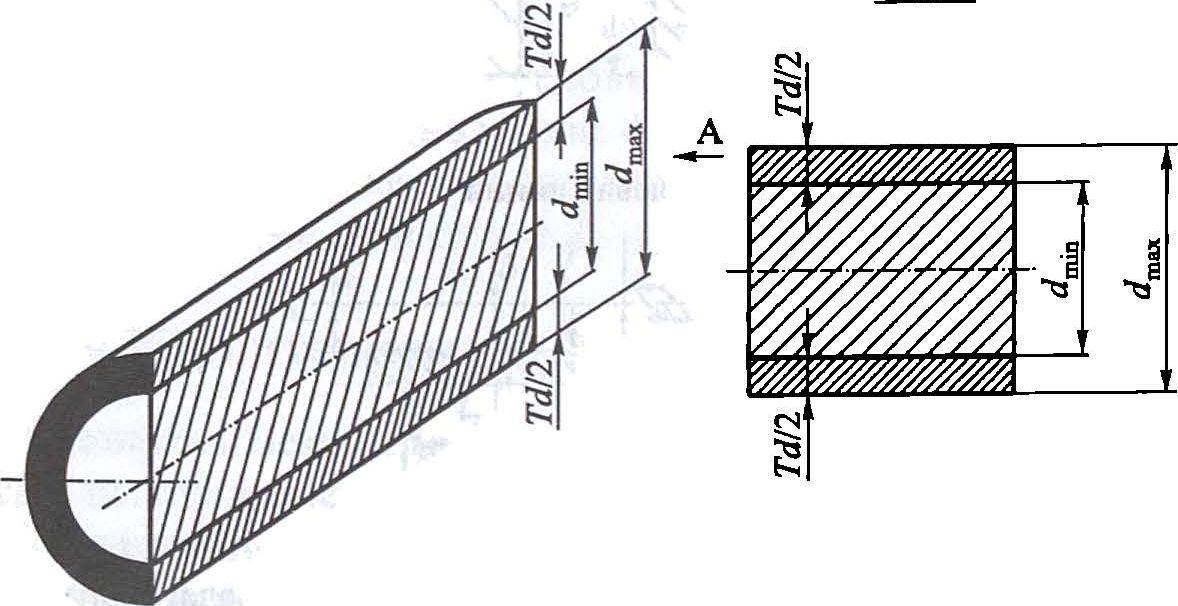
Нулевая
линия
■е
3
=ш.ъ
т шт
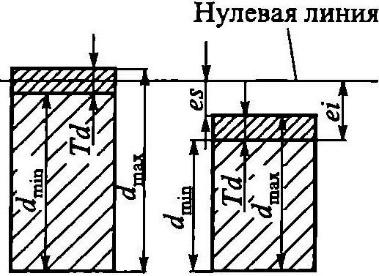
ком изображении схем расположения полей допусков принято одностороннее их изображение, как это показано на рис. 4.5, а, б для вала, а на рис. 4.6, а, б — для отверстия. Поле допуска характеризует не только величину допуска, но и расположение его относительно номинального размера или нулевой линии. На рис. 4.5, в, г

У////Л Поле допуска вала
Рис. 4.5. Одностороннее (а и б) расположение поля допуска вала; варианты расположения поля допуска вала относительно нулевой линии (в) и принятая схема
их изображения (г)
Секущая

Рис.
4.6. Поле допуска отверстия (а)
и схема его изображения (б); варианты
расположения поля допуска отверстия
относительно нулевой линии (в)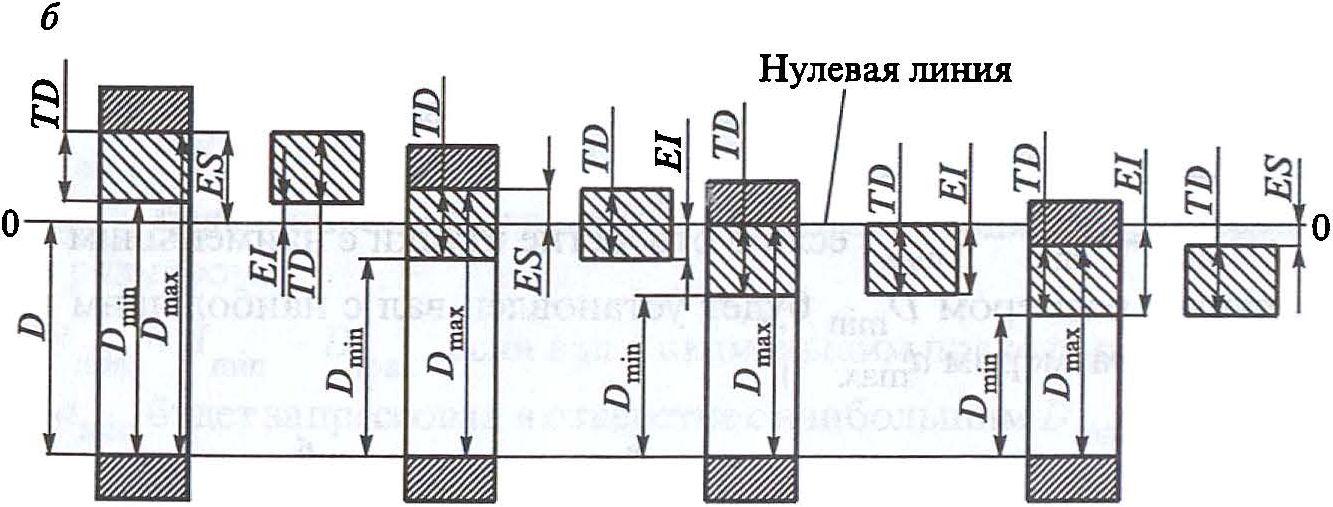
для вала, а на рис. 4.6, в — для отверстия показаны поля допусков вала и отверстия и схемы их условного изображения относительно нулевой линии. Как видно из рис. 4.5, в, г и рис. 4.6, в, поле допуска может быть расположено выше, ниже, симметрично, односторонне и асимметрично относительно нулевой линии.