

6. Різання металу та використання інструментів для різання. Техніка різання металів
Різанням називається слюсарна операція, при якій метал розділяють на частини.
Залежно від форми і розмірів деталей і заготовки різати можна ручними інструментами, на механічних верстатах, на анодно-механічних верстатах та ацетилено-кисневим полум'ям.
ІНСТРУМЕНТИ ДЛЯ РУЧНОГО РІЗАННЯ
Гострогубці
(кусачки)
призначаються для різання (відкушування)
стального м'якого дроту діаметром до 5
мм,
заклепок і т. д. Виготовляють
гострогубці за ГОСТ
7282—54 з
інструментальної вуглецевої сталі
марок У7 та У8 або марок
60
і
70.
Гострогубці складаються з двох шарнірно
з'єднаних дугоподібних важелів-ручок,
на кінцях яких є загартовані заточені
губки (рис. 108,
а).
Розміри гострогубців стандартизовано.
Ширина ріжучих губок 26; ЗО; 36 і 40
мм; довжина
125; 150; 175 і 200
мм.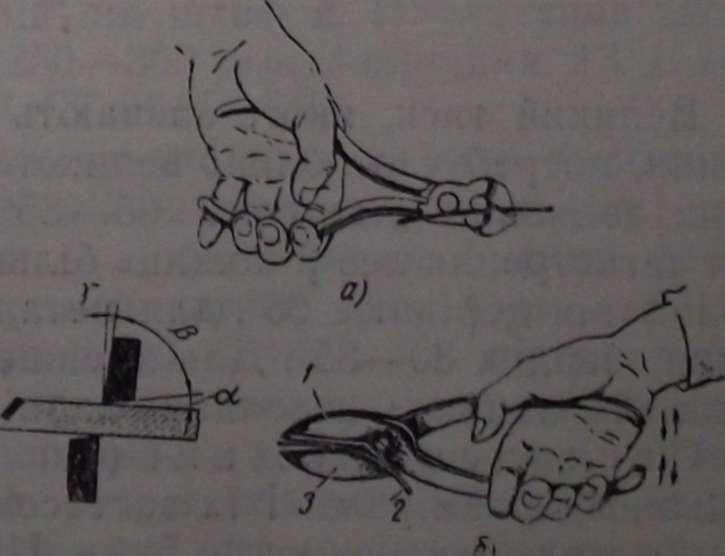
Рис.
108. Різання металу:
а
—
гострогубцями (кусачками);
б —
ручними ножицями; / — лівий ніж;
2
— заготовка;
я —
правий
ніж.
Ручні ножиці (рис. 108, б) застосовують для розрізування листів із чорного металу завтовшки 0,5—1,0 мм і кольорового металу завтовшки до 1,5 мм. їх виготовляють з прямими і кривими ріжучими лезами із сталі марок 65; 70; У7; У8. Бічні поверхні лез загартовано до НКС 52—58, вони відшліфовані і гостро заточені. Залежно від розташування ріжучих кромок леза розрізняють правий і лівий ножі.


Великий тиск, якого зазнають леза ножиць під час розрізування, потребує особливо великого кута загострення. Його величина звичайно становить 65—85°. Чим твердіший метал, тим кут загострення лез р ножиць більший. Для м'яких металів (мідь та ін.) він дорівнює 65°, для металів середньої твердості 70—75° і для твердих 80—85°. Для зменшення тертя лез об розрізуваний метал їм надають невеликий задній кут а від 1,5 до 3°.
Стільцеві ножиці (рис. 109) відрізняються від ручних більшими розмірами і їх застосовують при розрізуванні листового металу завтовшки до 5 мм. Нижня ручка жорстко затискується в слюсарних лещатах або укріплюється (вбивається) на столі чи на іншій жорсткій основі.
Стільцеві ножиці малопродуктивні, під час роботи потребують значних зусиль, тому для розрізування великої партії листового металу рекомендується застосовувати механічні ножиці.
Важільні ножиці (рис. 110) використовують для розрізання металу завтовшки 15-25мм з границею міцності 45—50 кГ/мм2 (сталь, дюралюміній І т. д.). Цими ножицями можна різати метал значної довжини.
Ріжучою частиною ножиць є два довгих ножі, верхній / має криволінійну ріжучу кромку з кутом загострення 75—85°. Противага 7 не дає мимовільно опускатись верхньому ножеві і забезпечує рівномірність натиску на метал, який розрізують.
Цими ножицями розрізують з допомогою упора або по розмічальних лініях. У першому випадку метал, який розрізують, притискують до встановленого на заданий розмір упора 5, у другому випадку на листі, який розрізують, наносять розмічальні лінії і лист укладають на стіл 6 з притискною планкою З так, щоб лінія різання збігалася з лезом нижнього ножа 2. Притиснувши лист, сильним рухом опускають важіль 4 з ножем
Ручна ножівка застосовується для розрізування товстих листів штабового, круглого і профільного металу розміром 60—70 мм у поперечнику. Ножівка (рис. 111, а) складається з верстата /, ножівкового полотна 2 (ріжуча частина) і ручки 4. Полотно вставляють кінцями в прорізи головки 3, закріплюють штифтами 5 і натягають гвинтом 6 з баранчиком 7.
Ножівкові рамки виготовляють або суцільними (для ножівкового полотна якоїсь певної довжини), або розсувними (рис. 111,6), які дають можливість закріплювати ножівкові полотна різної довжини.
Ручне ножівкове полотно являє собою штабу, виготовлену з інструментальної вуглецевої сталі Р9, Х6ВФ, з одного боку якої по всій довжині нарізано зуб'я.
Розмір
ручного ножівкового полотна визначають
за відстанню між центрами отворів
під штифти. Найчастіше застосовують
полотна завдовжки 250—300
мм,
заввишки 13 і 16
мм і
завтовшки 0,65 і 0,8
мм
(ГОСТ 6645—68). Кожен окремий зуб ножівкового
полотна має форму різця (клина). На зубі,
як і на різці, розрізняють задній кут
а, кут загострення р, передній кут у і
кут різання б (рис. 112,
а). Під
час різання стружка розміщується між
двома сусідніми зуб'ями (в стружковому
просторі) доти, поки вістря зуба не вийде
з пропилу. Величина стружкового простору
залежить від величини заднього кута а,
переднього кута -у і кроку І зуба. Залежно
від матеріалу, який розрізують, задній
кут а приймають 40—45°. Кут загострення
має забезпечити достатню міцність зуба,
щоб він міг подолати опір матеріалу
різанню і при цьому не зламався. Звичайно
вважають, що цей кут має дорівнювати
50°;
при твердіших матеріалах величина кута
дещо більша. Передній кут
у
зубів ножівочного полотна звичайно
приймають від 0 до 10°.
Продуктивність різання у полотен з
переднім кутом 0° нижча, ніж у полотен
з переднім кутом, який більший від
0°.
Крок ножівкового полотна вибирають
залежно від
матеріалу,
який розрізують. Для розрізування
чавуну, м'якої сталі,
азбесту
використовують полотно з кроком 1,6
мм,
для розрізу в зимя профільного стального
прокату, труб, кольорових металів —
полотно з кроком 1,25
мм,
для розрізування кабелів, тонкостінних
труб, тонкого профільного прокату беруть
полотно з кроком 1,0
мм,
для розрізування листового заліза,
тонкостінних заготовок — полотно з
кроком 0,8
мм.
Чим більший крок полотна, тим крупніші
зуб'я, а отже, тим більший об'єм стружкового
простору.

Рис.
III.
Ножівки: в
— жорсткі
і
б — а
розсувною рамкою.
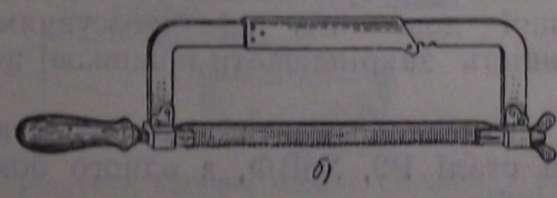
Рис.112.
Геометрія зуба ножівочного полотна.
Ручною ножівкою можна розрізувати матеріали розміром до 60—70 мм у поперечному перерізі. Чим товщий розрізуваний матеріал, тим крупнішими мають бути зуб'я ножівкового полотна. Чим більший крок, тим крупніші зуб'я, а отже, тим більший об'єм стружкового простору (рис. 112, б). Крок зубів для різання м'яких і в'язких металів (мідь, латунь) звичайно дорівнює 1 мм, чавуну і твердої сталі—1,5 мм, м'якої сталі — 1,2 мм. Для слюсарних робіт звичайно застосовують полотна І кроком 1,5 мм.
Щоб полотно не заплішувалось у пропилі, зуб'я розводять. Застосовують два способи розведення: по зубу і хвилясте.
Розведення по зубу можна виконувати трьома варіантами: розведення по кожному зубу (один зуб відгинається вліво, наступний — вправо і т. д.), розведення через зуб (один зуб відгинають вліво, другий не розводять, третій — вправо і т. д.), розведення двох суміжних зубів через один (один зуб відгинають вліво, другий — вправо, третій не розводять І т. д.). Розведення по зубу застосовують для полотен з кроком 1,26 і 1,6 мм.
При хвилястому розведенні ряду зубів надають хвилеподібного положення з кроком, що дорівнює 85 (5 — крок ножівочного полотна), при цьому полотно залишається плоским. Висота розведення має бути не більшою від подвоєної висоти зуба. Цей спосіб розведення застосовують для полотен з кроком 0,8 мм (допускається і для кроку 1 мм).
Розведення ножівкових полотен з крупним зубом (кроком) виконують по зубу — один зуб відгинають вправо, а другий вліво; 2—3 зуби відводять вліво, 2—3 зуби — вправо. Такі полотна менш продуктивні і швидко спрацьовуються. У полотен з середнім зубом розведення роблять також по зубу, але один зуб відгинають вліво, другий — вправо, а третій залишають не розведеним.
Ножівкові полотна мають умовні позначення на неробочій частині полотна. За ГОСТ 6645—68 полотна з міжцентровою відстанню /, яка дорівнює 300 мм, шириною полотна 13 мм і кроком зуба 5 0,8 мм позначають так: 13 X 300 X 0,8.
Основні прийоми різання ножицями
Вирізування кутів. Заготовку розмічають і в кутах западин просвердлюють отвори для виходу лез ножиць. Діаметр свердла залежить від товщини розрізуваного матеріалу, під час різання леза ножиці повинні сходитись у просвердленому отворі. Гострі або надрізані кути спричиняють появу тріщин на листі.
Вирізування деталей з криволінійними контурами виконують ножицями по рисці в напрямі руху годинникової стрілки, при цьому ножиці не повинні закривати риску. Мри пересуванні заготовки треба щільно притискувати ножиці до кінця прорізу, щоб не утворювались задирки.
Вирізування отворів і внутрішніх контурів криволінійного обрису провадять так: попередньо в матеріалі вирубують зубилом отвір для проходу лез ножиці, а потім викопують операцію по рисці. Отвори треба вирізувати ножицями з криволінійними лезами.
Прийоми різання ножівкою
Метал, який треба розрізати, міцно закріплюють у слюсарних лещатах. Відстань між лещатами і корпусом працюючого має бути такою, щоб при вихідному положенні ножівки перед різанням плечова частина правої руки була розташована вертикально, а корпус робітника був прямим. Праве плече має бути
напроти гвинта лещат, корпус розвернутий вправо під кутом 45° (рис. 113,а). Упор треба робити на ліву ногу, права нога приймає на себе всю вагу тіла. Ступні ставлять під кутом 60—70° одна до одної (рис. 1 ІЗ, б).
Рукоятку ножівки захоплюють пальцями правої руки (великий палець накладають на неї зверху вздовж ручки, рештою пальців підтримують її знизу), кінець ручки впирають у долоню
Рис.
113. Робота ручною ножівкою:
а—положення
корпуса;
б
— положення ніг; в—захват ручки правою
рукою;
г —
захват ручки лівою рукою.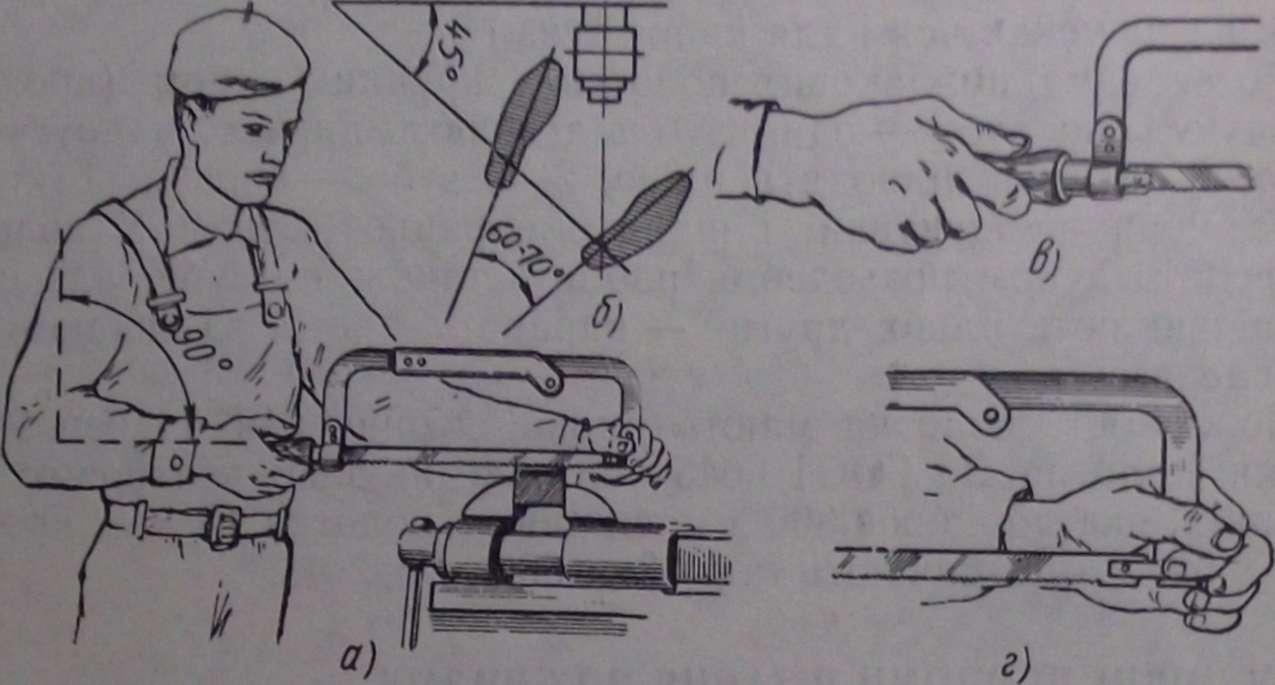
(рис. 113,в). Не слід витягувати вказівний палець вздовж ручки і занадто розвертати кисть вправо або вліво. Не слід робити глибокого захоплення ручки, при якому кінець її стирчить із кисті, а не впирається в центр долоні. Лівою рукою треба тримати рамку ножівки, як показано на рис. 113, г.
Натискувати на верстат треба обома руками, але найбільше зусилля тиску має прикладатись лівою рукою, а правою рукою здійснюється головним чином зворотно-поступальний рух ножівки.
Процес різання складається з двох ходів: робочого, коли ножівка переміщується вперед, від працюючого, і холостого ходу, коли ножівка переміщується назад, у напрямі до працюючого.
При холостому ході на ножівку не натискують, внаслідок чого зуб'я тільки ковзають, а при робочому ході обома руками роблять легкий натиск так, щоб ножівка рухалась прямолінійно. Під час роботи ножівкою треба додержувати таких правил:
1)вибирати ножівкою полотно, беручи до уваги матеріал, який розрізують (його твердість, розміри, форму);
-
при довгих пропилах треба вибирати ножівкове полотно з великим кроком зубів, а при коротких пропилах — з малим кроком;
-
короткі заготівки треба різати по найширшій стороні. При різанні прокату кутового, таврового і швелерного профілів краще змінити положення заготівки, ніж різати по вузькій стороні;
-
у роботі має брати участь все ножівкове полотно;
-
працювати ножівкою треба не кваплячись, плавно, без ривків, роблячи не більш як ЗО—60 подвійних ходів за хвилину. При більших темпах швидше настає втомлюваність і, крім того, полотно нагрівається і швидше тупиться;
-
не доходячи до кінця розпилу, треба послабити натиск на ножівку, бо при сильному натискові ножівкове полотно не відрізує, а ламає метал і може зламатись;
-
під час різання не давати полотну нагріватись. Для зменшення тертя полотна об стінки пропилу деталі рекомендується періодично змащувати полотно мінеральним маслом або графітовим мастилом, особливо при різанні в'язких металів;
-
латунь і бронзу слід розрізувати тільки новими полотнами, бо навіть мало спрацьовані полотна не ріжуть, а ковзають;
-
в разі поломки або викришування хоча б одного зуба роботу треба негайно припинити, видалити з пропилу рештки зламаних зубів і замінити полотно новим або сточити на точилі ще 2—3 сусідніх зуби і тільки після цього продовжувати роботу.
Різання круглого металу. На заготовці, яку розрізують, попередньо роблять розмічальну риску. Затискують у лещатах в горизонтальному положенні і для спрямування ножівки тригранним напилком по рисці роблять неглибокий пропил.
Установивши в пропил ножівку, ріжуть, не відламуючи частини, яку відрізають.
Відламувати можна тільки в тому разі, коли торці заготівки мають оброблятись (обпилюватись). У цьому випадку в прутку роблять надрізи з двох—чотирьох боків, а потім його відламують або затиснувши в лещатах, або за допомогою молотка, яким наносять удари по прутку; заготовку при цьому встановлюють на підкладки.
Різання штабового і квадратного металу. Заготовку закріплюють у лещатах і на місці майбутнього різу тригранним напилком роблять неглибокий пропил для кращого спрямування ножівки. На початку операції ножівку трохи нахиляють у бік від себе (вперед). В міру врізування нахил поступово зменшують доти, поки різ не дійде до протилежної кромки заготовки. Потім заготовку розрізують при горизонтальному положенні ножівки (рис. 114) Більш раціональним вважають різання штабового матеріалу.
Але це можна виконати тоді, коли ширина сторони більша ніж 2,5 кроку зубів полотна.
При різанні штаби вздовж і при глибоких розрізах ножівочному полотну в рамці надають бічного положення (рис. 115, а). Для цього полотно переставляють в бічні прорізи головок рамки. При такому положенні ножівки працювати треба дуже обережно, бо при перекосі рамки ножівочне полотно може зламатись.
Різання тонкого листового і профільного металу. Заготовки деталі з тонкого листового матеріалу затискують між дерев'яними брусками по одній або по кілька штук і розрізують разом з брусками (рис. 115,6).
Різання по криволінійних контурах. Для різання по криволінійних контурах ножівочне полотно сточують до ширини 8—10 лім і закріплюють у рамці, надавши йому попередньо такого самого бічного положення, як і при виконанні глибоких різців (рис. 115,в). Користуються також пилками для лобзика.
Щоб
вирізати у металі (листі) фасонне
вікно (отвір), просвердлюють або вирубують
отвори діаметром, що дорівнює ширині
полотна ножівки або пилки лобзика.
Пропустивши через такий отвір
полотно, закріплюють його в рамці
і ріжуть за заданим напрямом.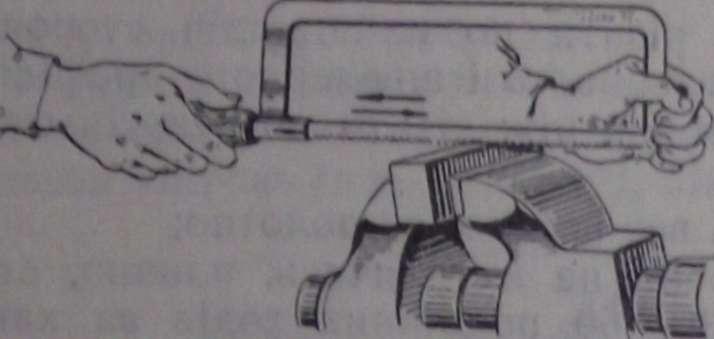

Рис.
115. Різання металу:
а
— ножівкою глибоких прорізів;
б — ножівкою
тонких листів;
в
— лобзиком криволінійних 1 кутових
прорізів.
Шліци більших розмірів прорізують звичайними ножівками з одним або двома зчепленими разом полотнами (залежно від ширини
Рис.
114.
Прийоми різання заготовок з
широкими сторонами.