

10. Інструмент для нарізання трубних різьб, їх вибір
Круглі плашки (ГОСТ 9740—62) виготовляють суцільними, розрізними. Суцільні плашки (рис. 198, а) являють собою стальну загартовану гайку /, в якій через різьбу 2 прорізано наскрізні поздовжні отвори, що утворюють ріжучі кромки і призначені для виходу стружки. З обох боків плашки є забірні частини 5 завдовжки І'/а—2 нитки. Ці плашки застосовують для нарізування різьби діаметром до 52 мм за один прохід.
Типи і діаметри цільних круглих плашок передбачено ГОСТ 9740—62 для основної метричної — від І до 52 мм; для дюймової різьби р від 74 До 2"; для трубної — від 7в ДО 172".
Круглі плашки при нарізуванні різьби вручну закріплюють у спеціальному воротку.
Розрізні плашки (рис. 198,6) на відміну від цільних мають Проріз (0,5—1.5 .«.«), який дає можливість регулювати діаметр різьби в межах 0,1— 0,25 ІШ Внаслідок меншої жорсткості нарі зувана цими плашками різьба має недосить точний профіль Розсувні (призматичні) плашки на відміну від круглих складаються з двох половинок, які називаються півплашка- ми (рис. 198, д). На кожній із них зазначено розмір зовнішньої різьби і є цифри 1 або 2 для правильного закріплення у пристосуванні (клупі). З зовнішнього боку півплашок є кутові канавки (пази), якими їх встановлюють у виступи клупа.
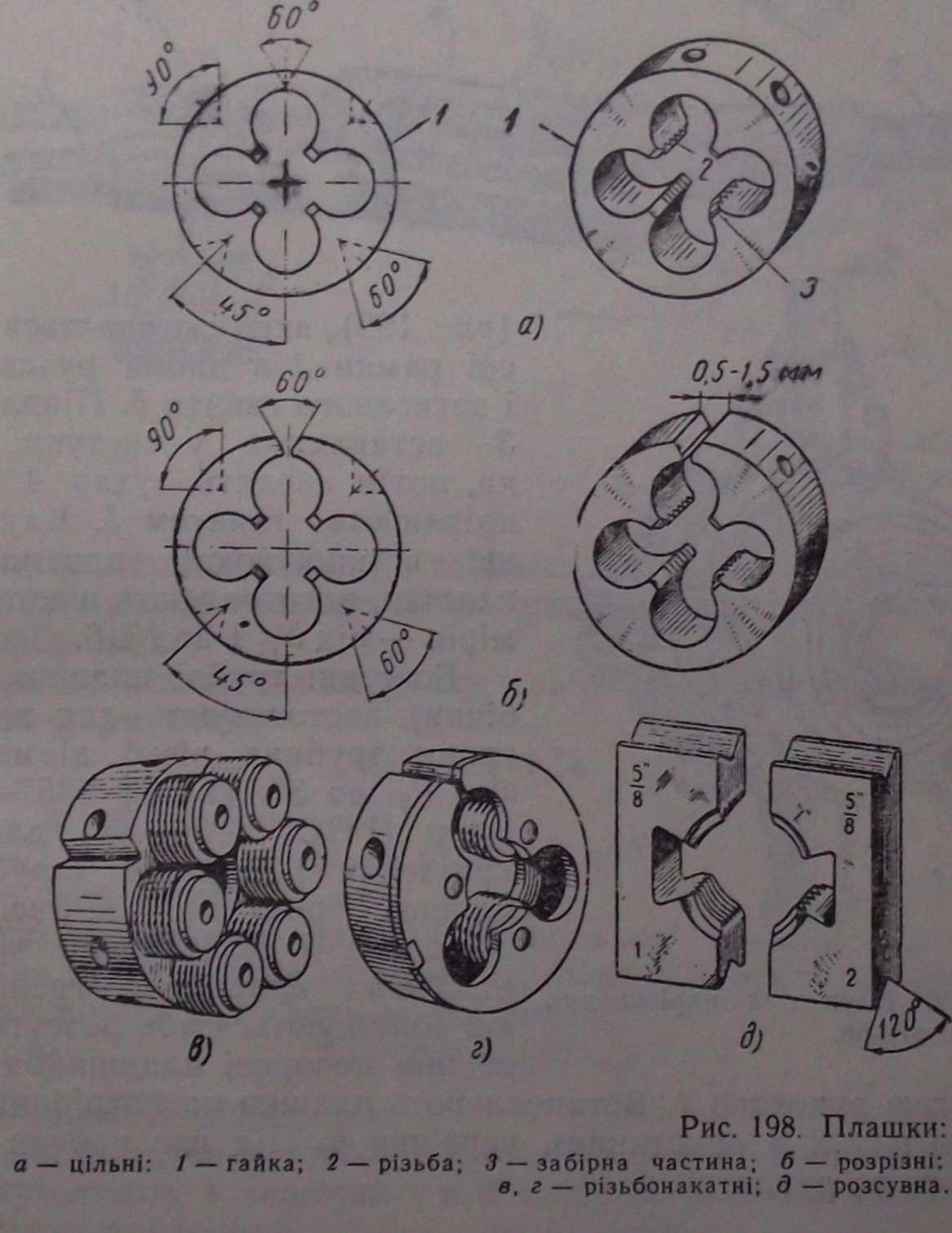
Для рівномірного розподілу тиску гвинта на півплашки і щоб уникнути перекосу між півплашками і гвинтом вставляють сухар
Розсувні
(призматичні) плашки виготовляють
комплектами по 4—5 пар
у кожному; кожну пару в міру потреби
вставляють у клуп. Розсувні плашки
виготовляють для метричної різьби (ГОСТ
9150—59) діаметром від М6 до М52
мм,
для дюймові(ОГТ
НКВП
1260) — ВІД т/4
до 2" І для трубної різьби (ГОСТ
©7—62) від 1/2 Д° плашки закріплюють у 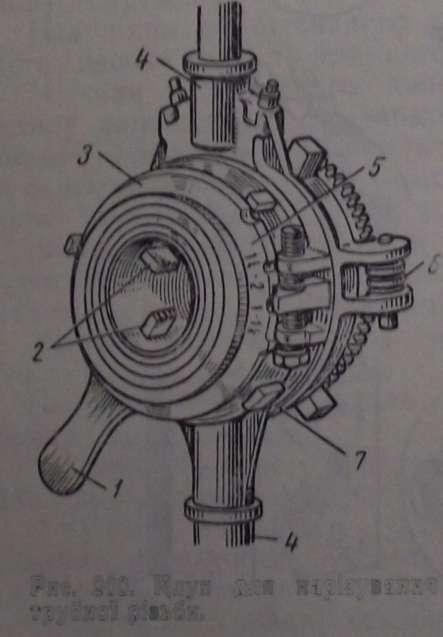
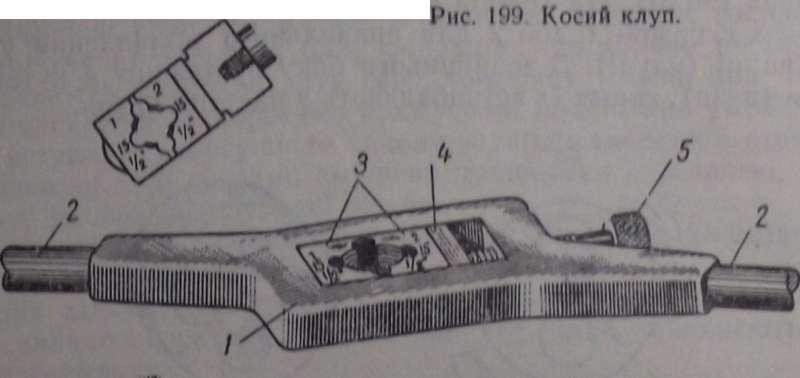
(рис. 199), який складається з косої рамки 1 з двома ручками 2 І затискного гвинта 5. ПІвплашки З вставляють у виступи рамки, потім вводять сухар 4 і закріплюють гвинтом 5. Клупи, у які встановлюють призматичні плашки, виготовляють шести розмірів — від № 1 до № 6.
Розсувні трубні плашки (гребінки) застосовують для нарізування трубних різьб діаметром від 7а до З" (ГОСТ 6357—52). Клуп (ГОСТ 6956—64) для закріплення розсувних (трубних) плашок показано на рис. 200. У корпус 3 встановлено чотири
Рис. 200. Клуп для нарізування різьбових плашки 2 (гребінки), трубної різьби. які зближуються або розсувають
ся при повороті планшайби 7 за допомогою рукоятки /. Встановлюють плашки на потрібний діаметр по шкалі 5 обертанням черв'яка 6. Під час роботи клуп тримають за рукоятки 4.
11. Види металообробних верстатів та їх призначення
1. Класифікація верстатів
Металорізальні верстати є основним видом обладнання сучасних машинобудівних заводів. Якщо у дореволюційній Росії парк металорізальних верстатів становив 75 тис. одиниць, то в даний час на вітчизняних машинобудівних заводах парк верстатів становить понад 3,5 млн. одиниць. За кількістю верстатів Радянський Союз займає перше місце в світі. Станко будівна промисловість СРСР має велику потужність і широкими можливостями для проектування і виготовлення будь-яких металорізальних верстатів та автоматичних ліній. Поряд зі збільшенням кількості випускаються верстатів значно розширюються і оновлюються їх номенклатура та типорозміри.
Для більш зручного користування верстати класифікують на групи залежно від характеру виконуваних на них робіт і застосовуваних ріжучих інструментів. За класифікацією, запропонованої ЭНИМСом для верстатобудівної промисловості, всі верстати діляться на дев'ять груп (табл. XII.1). Кожна з цих груп верстатів, у свою чергу, поділяється на підгрупи за наступними основними ознаками: а) по виду обробки і застосовуваного на верстаті інструмента; б) ступеня автоматизації верстата; в) найважливіших робочих органів верстата (або інструментів) та їх розташування; г) технологічним і конструктивним особливостям верстата і його експлуатаційними характеристиками та ін.
Система класифікації і нумерації (умовного позначення) верстатів вітчизняного виробництва заснована на присвоєння кожної моделі верстата певного номеру. Позначення моделі (типу) верстата складається з трьох або чотирьох цифр) , іноді з додаванням прописних букв, що позначають додаткову характеристику верстата. Перша цифра вказує групу, до якої належить верстат (див. табл. ХП.1); друга позначає підгрупу верстата в межах даної групи; третя (а при четирьох цифровий позначенні - третя і четверта) умовно характеризує основні технологічні особливості верстата (наприклад, найбільший діаметр оброблюваної деталі, найбільший діаметр інструменту, розміри столу та ін.). Велика буква після першої цифри вказує на модернізацію (поліпшення) верстата. Буква, що стоїть після всіх цифр, означає модифікацію (модифікації) базової моделі верстата або технологічні особливості його (наприклад, підвищеної точності).Розгляним кілька примеров.1. Верстат 1124. Перша цифра 1 означає, що верстат відноситься до токарної групі; друга цифра 1 вказує на підгрупу - одношпиндельний автомат; останні дві цифри позначають найбільший діаметр оброблюваного прутка - 24 мм.2.Станок 2150. Цифра 2 означає, що це друга група (свердлильний); 1 - вертикальний; 50 - максимально допустимий діаметр свердла мм.3. Верстат 3740 - плоскошліфувальний з круглим столом діаметром 400 мм.4. Верстат 6Р82 - вертикальний консольно-фрезерний верстат Ц 2 (з розмірами столу 320 х 1250 мм), модернізованний. Для позначення моделей спеціалізованих і спеціальних верстатів кожному верстатобудівному заводі присвоєно індекс з двох літер. У позначенні моделі такого верстата до букв додаються цифри, які вказують номер, що випускається спеціального верстата. Наприклад, ЕЗ-2 - спеціальний забудовальний верстат для глобоидных черв'яків, що випускається Єгор'євським заводом зуборізних верстатів. Московський верстатобудівний завод "Красний пролетар" має індекс МК, Горьковський завод фрезерних верстатів - ГФ. По мірі універсальності і спеціалізації верстати ділять на універсальні, спеціалізовані та спеціальні. Універсальні, верстати загального призначення, призначені для виконання різних операцій при обробці деталей різноманітної номенклатури. Спеціалізовані верстати призначені для обробки деталей одного найменування або небагатьох найменувань, схожих по конфігурації, але мають різні розміри, наприклад, ступінчастих валиків, кілець підшипників кочення, труб, муфт і т. п. Спеціалізовані верстати використовуються головним чином в серійному виробництві. Спеціальні верстати призначені для обробки однієї певної деталі (або деталей одного типорозміру), наприклад лопаток газових турбін. Верстати цього роду використовуються головним чином в масовому виробництві, іноді і в багатосерійному.
В залежності від ваги (маси) і габаритних розмірів верстати поділяються на категорії: нормальної ваги (маси) до 10 т; великі - вагою (масою від 10 до 30 т; важкі верстати - вагою (масою) від 30 до 100 т; особливо важкі або унікальні верстати - вагою (масою) понад 100 т. Винятком з цієї градації є верстати внутришли-фовальные, хонінгувальні і зубообробні, для яких великі верстати - вагою (масою від 10 до 20 т, важкі - від 20 до 60 т і особливо тяжкі - більше 60 т. '
За точних характеристиками сучасні верстати, згідно з розробленим ЭНИМСом керівним матеріалами, поділяються на такі групи: нормальної точності Н, підвищеної точності П, високої точності, особливо високої точності А, особливо точні С. Основну групу верстатів нормальної точності складають різні верстати, призначені для виготовлення деталей середніх розмірів в межах 2-3-го класів точності. Верстати підвищеної точності, як правило, виготовляються на базі верстатів нормальної точності і відрізняються від останніх в основному більш точним виконанням або підбором окремих деталей, а також особливостями монтажу. Відхилення при обробці деталей на цих верстатах становлять 0,6 від відхилень, що виходять на верстатах нормальної точності. При обробці на верстатах високої точності ці відхилення складають 0,4, а на верстатах особливо високої точності - 0,25 від відхилень, що виходять при роботі на верстатах нормальної точності. Висока точність обробки на цих верстатах досягається конструктивними особливостями окремих елементів верстатів, а також високою точністю їх виготовлення і спеціальними умовами експлуатації.Особливо точні верстати виготовляються індивідуально; коефіцієнт точності обробки (відхилення порівняно з відхиленнями, виходять на верстатах нормальної точності) становить 0,16. Ці верстати використовуються при необхідності отримання найвищої точності обробки - при виготовленні деталей типу ділильних коліс і дисків, еталонних коліс, вимірювальних гвинтів і ін