

3 Расчет себестоимости восстановления поверхностей деталей
3.1 Исходные данные для расчета
Расчет себестоимости восстановления поверхности детали производится с учетом исходных данных, имеющихся в ремонтном чертеже, и ранее выполненных расчетов, а именно:
-
материала, из которого изготовлена деталь;
-
твердости поверхности;
-
величины предельного износа;
-
характера сопряжения (подвижное, неподвижное). Алгоритм расчета может быть составлен на основе
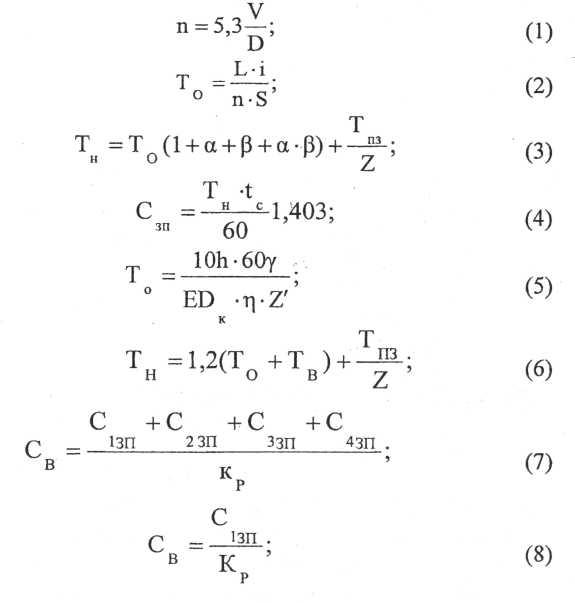

V - скорость вращения детали, м/ч;
D - диаметр детали, мм;
То - основное время на выполнение операции, мин;
L - длина восстанавливаемой поверхности, мм;
i - число проходов;
S - продольная подача, мм/оборот;
Тн - техническая норма времени, мин;
α- доля вспомогательного времени, мин;
Тв - вспомогательное время, мин, Тв = αТ0;
Тд - дополнительное время, мин, Тд =βТ0П =β (Т0 +αТ0);
Топ - оперативное время, мин, Топ = То + Тв,;
Р - доля дополнительного времени от времени оперативного, мин;
Тпз - подготовительно-заключительное время, мин;
Z - число деталей в партии, шт.;
Сзп - затраты на заработную плату, руб.;
tc - тарифная ставка соответствующего разряда работы, руб./ч;
h - толщина покрытия, мм;
у - плотность осаждаемого металла, г/см3;
Е - электрохимический эквивалент, г/А-ч;
Дк - катодная плотность тока, А/дм2;
η - КПД ванны (выход по току);
Z1 - число деталей, одновременно завешиваемых в ванну, шт.;
Св - суммарные затраты на восстановленные детали, руб.;
С в,С в,С в,С в - затраты на заработную плату по операциям, руб.;
КР - коэффициент, учитывающий ресурс восстановленной детали (таблица 2.6);
d - диаметр электродной проволоки, мм; Vnp- скорость подачи проволоки, мм/с;
г]п — (в формуле 11) коэффициент перехода металла проволоки в наплавленный слой.
3.2 Схемы (алгоритмы) расчетов себестоимости восстановления для различных способов
Любая технология восстановления представляет собой определенный порядок операций, который обычно включает предварительную обработку восстанавливаемой поверхности (П), процесс нанесения покрытия (Н), черновую обработку (Ч) и окончательную обработку (О), В-высадка (для электромеханической обработки), С-сглаживание (для электромеханической обработки). В качестве дополнительной обработки (Д) может быть использована термообработка (например, закалка ТВЧ), выварка в масле (для гальванопокрытий) и др.
Зависимости (1).. .(11) для расчета затрат на восстановление рекомендуется использовать в следующем порядке:

б - при использовании плазменной наплавки,
электроконтактной приварки ленты и проволоки,
наплавки порошковой проволокой;
в - при использовании наплавки под флюсом,
широкослойной наплавки, напекания металлических
порошков узким роликом;
г - при использовании электроимпульсного наращивания и индукционной наплавки (наплавки ТВЧ);
д - при использовании способа электромеханической
обработки, где В - высадка, С - сглаживание
е - при использовании вибродуговой наплавки, наплавки в среде углекислого газа.
При расчетах в формуле (5) необходимо ввести ограничение h<0,5мм. При расчетах по схемам б и е предварительную обработку П производить только в случае, когда h < 0,3 мм. По схеме в для способа напекания металлического порошка узким роликом расчет следует производить для предварительной обработки в графе черновой. Черновая обработка после наращивания этим способом не требуется. Конкретные значения параметров в заданных формулах, которые можно использовать при расчетах, приводятся ниже.