

5 Комплектность технологических документов и их обозначение
В зависимости от степени детализации разработки технологические процессы подразделяются на маршрутные, маршрутно-операционные и операционные.
Руководящим техническим материалом РТМ 70.0001.026-81 установлены следующие типы технологических процессов, разработанные на ремонт сельскохозяйственной техники (кроме текущего ремонта):
маршрутный - для разборки и дефектации; маршрутно-операционный - для сборки; маршрутный и маршрутно-операционный - для ремонта (восстановления) деталей.
В технологической части курсового проекта разрабатывается маршрутно-операционный технологический процесс восстановления изношенной детали, соответствующий современным достижениям науки и техники. В нем отражается технология устранения всех дефектов у деталей, указанных в задании на проектирование.
В комплект документов технологических процессов, разрабатываемых в курсовом проекте, в соответствии с ГОСТом 3.1118-82 входят:
-
титульный лист - ТЛ;
-
ведомость технологических документов - ВДТ (форма 2);
-
маршрутная карта - МК (формы 2 и 16);
-
операционные карты - ОК (форма 2 и 16);
-
карты эскизов - КЭ (форма 7а).
Каждому разрабатываемому технологическому документу должно быть присвоено обозначение. ГОСТ 3.1201-74 устанавливает следующую структуру обозначения:
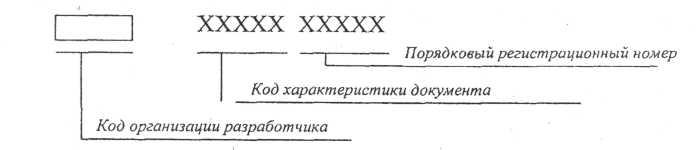
Код характеристики документа имеет следующую структуру:
XX X XX

Для обозначения документов установлен цифровой десятичный код. В курсовом проекте используется: 10 -маршрутная карта; 20 - карта эскизов; 60 - операционная карта.
Кодом вида технологического процесса по его организации в курсовом проекте будет служить 1 (единичный процесс).
Коды видов технологических процессов по методу выполнения приводятся в таблице 5.1.
Таблица 5.1 - Коды видов технологических процессов по методу выполнения
|
Код |
Вид технологического процесса |
|
00 |
Без указания вида технологического процесса |
|
01 |
Технологический процесс изготовления изделия |
|
02 |
Ремонт |
|
03 |
Технический контроль |
|
40 |
Механическая обработка |
|
50 |
Термическая обработка |
|
51 |
Термическая обработка с нагревом ТВЧ |
|
71 |
Нанесение химического, электрохимического покрытий и химическая обработка |
|
72 |
Электрохимическая обработка |
|
76 |
Электроискровая и электроимпульсная обработка |
|
78 |
Анодно-механическая обработка |
|
88 |
Слесарные, слесарно-сборочные и электромонтажные |
|
91 |
Сварка дуговая и электрошлаковая |
|
92 |
Газовая сварка и резка |
Отдельным процессам в технологической документации на ремонт изделий дополнительно присваивается следующий код: процесс разборки - 1; процесс очистки - 2; процесс дефектации - 3; процесс наплавки - 4; процесс восстановления - 5. Цифры этого кода записывают в обозначение документа после порядкового регистрационного номера.
Порядковый регистрационный номер технологических документов в курсовом проекте можно не присваивать.