2. Виды совокупности деталей
В большинстве случаев понятие точности, допуска, погрешности связывают с определённой совокупностью детали. Например, требуемая по чертежу точность, заданная через допуск, относится ко всем без исключения деталям и узлам, которые будут изготавливаться по этому чертежу.
Надежность и достоверность расчета величины ω зависит от количества деталей, выбранных для статистического анализа. Применительно к автоматическому получению размеров различают следующие виды совокупностей деталей:
1. Партия - детали, обработанные одним мерным инструментом при одной наладке станка до смены инструмента (например, вследствие притупления).
2. Генеральная (складская) совокупность - объединяет детали различных партий, обработанные на разных станках, при разных наладках и в разное время. Понятие заданная точность и ожидаемая относится к генеральной совокупности.
3. Выборка - детали, извлекаемые из партии или генеральной совокупности для статистического анализа точности обработки или статистического контроля точности. Выборка может быть малой (5…20 деталей) и большой (свыше 50 деталей).
Так как количество деталей в генеральной совокупности больше, чем количество деталей в партии и больше, чем количество деталей в выборке, т.е. Nген. > Nпарт. > Nвыб. , то будет справедливо и неравенство:
Т ген. парт. выб.
Отметим, что знание величины ген. позволяет оценить уже не точность конкретной операции, а точность данного метода обработки вообще.
3. Взаимосвязь между погрешностями геометрических параметров
Различают геометрические параметры: форма поверхности, размер, координирующий размер и соотношения размеров. Между погрешностями геометрических параметров существует определённая взаимосвязь.
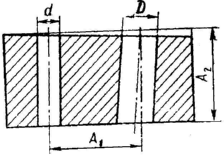
Погрешность формы любой поверхности (цилиндрической, плоской и т.п.) влияет прямо, непосредственно как на точность размеров, так и на точность координирующих размеров (рисунок 2).
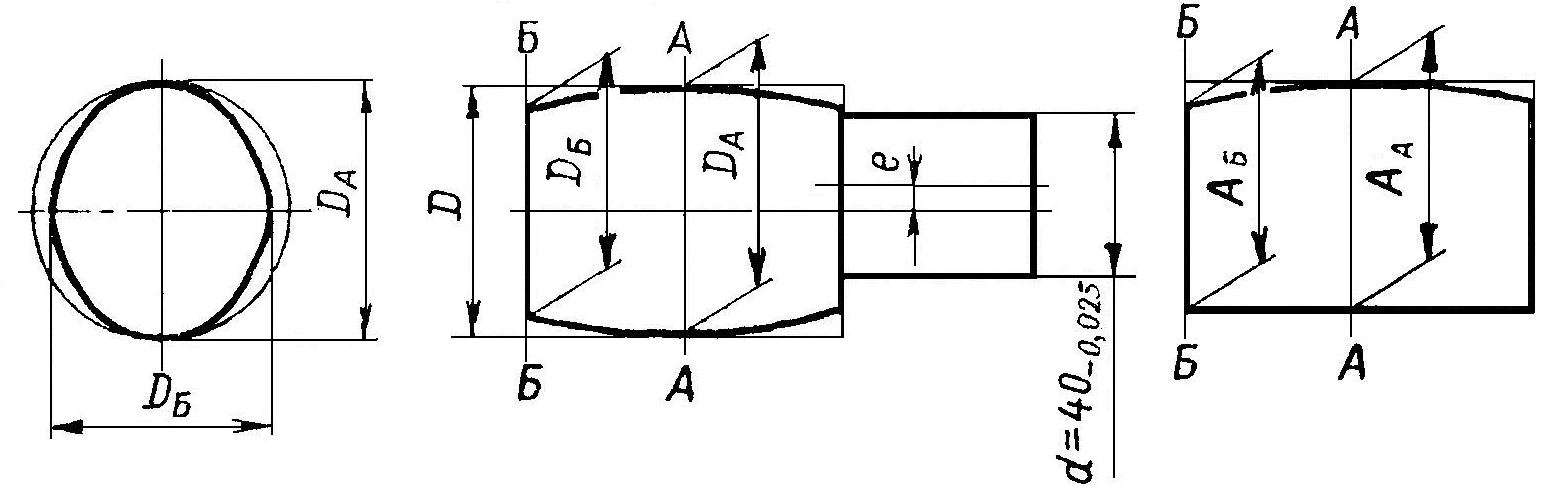
Рисунок 2 – Погрешности формы и соотношений
Погрешность формы ф. =DА – DБ и ф. =АА – АБ будет влиять на точность размера поверхности D и точность координирующего размера А. Для компенсации этой погрешности потребуется затратить часть допуска на соответствующий размер. Это обстоятельство приводит к тому, что в рабочих чертежах и в операционных картах допустимая погрешность формы оговаривается не всегда, а лишь в том случае, когда эта погрешность по служебному назначению детали должна быть меньше допуска на соответствующий размер. Например, конусность не более 0,01.
Рассмотрим взаимосвязь между погрешностями соотношений и точностью размера.
Несоосность (е) не оказывает влияния на точность размеров D и d, т.е. несоосность не может быть косвенно регламентирована через допуски на диаметральные размеры. Поэтому во всех случаях на рабочих чертежах и операционных картах необходимо проставлять допустимую величину несоосности (радиальное биение).
Непараллельность осей и плоскостей не влияет на точность диаметральных размеров, но непосредственно влияет на точность координирующих размеров.
Н
Рисунок
3 – Непараллельность осей
и плоскостей