

2.2. Классификация баз по характеру проявления
Третий признак классификации разделяет базы на два вида: скрытые и явные.
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки (рисунок 15).

Рисунок 15 - Классификация баз по характеру проявления
К скрытым базам прибегают, когда требуется определить положение детали или заготовки с использованием плоскостей симметрии, оси или пересечения осей.
Наложение связей на скрытые базы может быть осуществлено либо на глаз, либо с помощью специальных технических средств. В первом случае человек, оценивая положение воображаемых координатных плоскостей относительно системы отсчета, придает нужное положение детали или заготовке. Например, установка заготовки (плитки) на магнитной плите плоскошлифовального станка.
В ряде случаев скрытые базы стараются материализовать и превратить их в явные, что позволяет сократить затраты времени на базирование.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
На рисунке 16 приведена схема классификации баз по трём признакам.
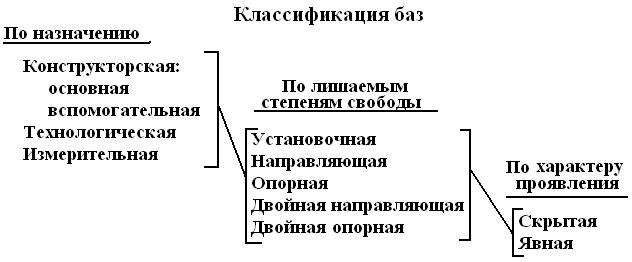
Рисунок 16 - Классификация баз
Согласно этой схеме полное название базы должно охватывать три классификационных признака в принятой очередности. Так, базы, определяющие положение вала, показанного на рисунке 14, имеют следующие названия: конструкторская основная, двойная направляющая, скрытая; конструкторская основная, опорная, явная; конструкторская основная, опорная, скрытая.
Положение рычага в примере, приведенном на рисунке 15, определяют базы: технологическая, установочная, явная; технологическая, направляющая, скрытая; технологическая, опорная, скрытая.
Необходимо сделать следующее замечание по классификации технологических баз применительно к выполнению технологических операций.
Технологические базы можно классифицировать следующим образом:
Исходная база - это поверхность, линия или точка, относительно которой в операционной карте координируют положение обрабатываемой поверхности.
Установочная база - это поверхность, линия или точка, при установке по которой достигается определённое положение заготовки в направлении заданного (исходного) размера.
По своему характеру установочные базы бывают опорные и проверочные.
Опорные применяются при любой установке заготовок. При их использовании исключается необходимость выверки заготовки.
Проверочные базы необходимы в случае, когда заготовку необходимо установить в заданное положение с более высокой точностью. При использовании проверочных баз может осуществляться выверка (рисунок 17).
Исходные базы могут совпадать с установочными, причём это рекомендуется делать с точки зрения автоматического получения размеров. В ряде случаев установочной базой является сама обрабатываемая поверхность (бесцентровое шлифование, протягивание отверстий).
Вспомогательная база - это поверхность, специально обработанная или созданная для установки заготовки в процессе обработки. Эти поверхности могут на окончательно обработанной детали отсутствовать.

Рисунок 17 – Примеры технологических баз