

5.1. Классификация погрешностей
Определение первичных погрешностей выполняется с целью:
1. Получить качественные и количественные зависимости для оценки влияния основных производственных факторов на точность обработки.
2. Определить пути повышения точности.
3. Получить исходные данные для расчётного определения результирующей погрешности.
Каждая из первичных погрешностей может быть определена расчётно-аналитическим, либо опытно-статистическим путём. Наиболее достоверные результаты получаются при сочетании обоих этих методов.
В реальных условиях факторы, вызывающие появление погрешностей, действуют одновременно. Поэтому при установлении зависимости между отдельно взятым фактором и возникающей от него погрешности допускают, что в это время другие факторы не действуют.
Существует несколько классификационных признаков, определяющих первичные погрешности обработки:
1. Время формирования погрешностей (т.е. когда сформировалась). Несмотря на то, что погрешность проявляется непосредственно в процессе обработки, отдельные первичные погрешности могут закладываться на этапах, предшествующих данной обработке, а именно: а) проектирование операции; б) изготовление элементов технологической системы;
в) наладка технологической системы; г) непосредственная обработка.
2 .
Место формирования погрешностей
(где формировались).
.
Место формирования погрешностей
(где формировались).
Каждый элемент технологической системы имеет свою погрешность.
3. Причина формирования погрешности.
3.1. Погрешности, вызванные действием силового фактора.
3.2. Погрешности, вызванные действием температурного фактора.
3.3. Погрешности, связанные с износом инструмента.
3.4. Погрешности, вызванные действием остаточных напряжений.
3.5. Кинематические погрешности, вызванные движением отдельных частей и элементов технологической системы.
3.6. Погрешности, связанные с действиями рабочего (оператора).
4. По характеру проявления во времени (как проявляется?)- постоянные (систематические), закономерно изменяющиеся и случайные погрешности.
5.2 Жёсткость и податливость технологической системы
Жёсткость технологической системы - способность этой системы оказывать сопротивление действующим на неё силам.
Жёсткость представляет собой отношение составляющей усилия резания направленной по нормали к обрабатываемой поверхности Ру, к смещению лезвия инструмента (у) в том же направлении:
j = Ру / у (Н/мм).
Смещение лезвия инструмента по оси У оказывает непосредственное влияние на точность обработки (диаметр).
При расчётах погрешностей удобнее использовать величину, обратную жёсткости технологической системы и называемую - податливость.
Податливость - способность системы упруго деформироваться под действием внешних сил (сил резания):
w =1/ j = у / Ру (мкм/ Н).
Другими словами податливость это деформация системы под действием нагрузки в 1Н.
Технологическая система имеет податливость, состоящую из суммы податливостей отдельных её элементов - станка, приспособления, заготовки, инструмента. В свою очередь, станок имеет податливость, состоящую из податливостей его отдельных элементов (передней и задней бабки, суппорта и др.).
Рассмотрим структуру перемещений системы для случая обработки вала на токарном станке, с установкой в центрах (рисунок 8).
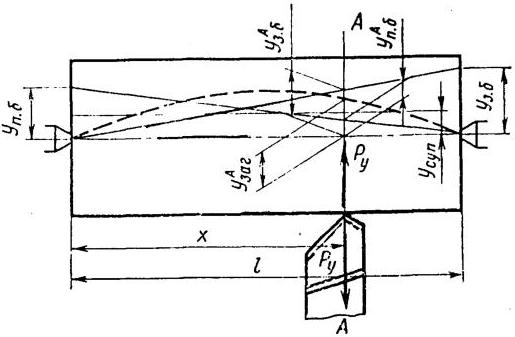
Рисунок 8- Структура перемещений при закреплении вала в центрах
Суммарное перемещение лезвия инструмента в сечении А будет равно:
![]() .
(1)
.
(1)
Запишем перемещения с использованием податливостей.
Суммарное
перемещение![]() .
.
Перемещение
передней бабки
![]() .
.
Перемещение
задней бабки
![]() .
.
Перемещение
суппорта
![]() .
.
Деформация
заготовки
![]() .
.
Подставив в уравнение 1, получим суммарную податливость в сечении А:
![]() =
=![]() +
+![]() +
+![]() +
+![]() (2)
(2)
Из этого уравнения видно, что податливость изменяется по длине заготовки: при х=0, wc =wп.б. +wсуп. , при х=l, wc =wз.б. +wсуп. .
Жёсткость (податливость) станка или его узлов определяется экспериментальным путём.