

2. Классификация баз
Базы классифицируют по трём признакам:
- по назначению,
- по лишаемым степеням свободы,
- по характеру проявления.
2.1. Классификация баз по назначению
Базирование необходимо на всех стадиях создания изделия: при конструировании и рассмотрении его в сборе, при изготовлении и измерении. Отсюда вытекает необходимость разделения баз по назначению на три вида: конструкторские, технологические и измерительные (рисунок 9).
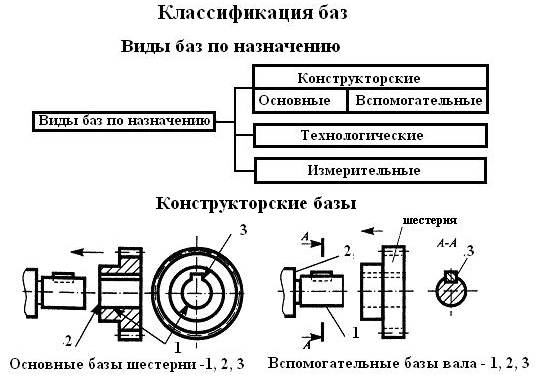
Рисунок 9 – Виды баз по назначению
Конструкторские базы - базы, используемые для определения положения детали или сборочной единицы в изделии. Конструкторские базы делятся на две группы.
1. Основная - база, принадлежащая данной детали или сборочной единице и используемая для определения её положения в изделии.
2. Вспомогательная - база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ней изделия (детали или сборочной единицы).
Любая деталь может иметь только один комплект основных баз и столько комплектов вспомогательных баз, сколько деталей или сборочных единиц к ней присоединяется.
Технологические базы - базы, используемые для определения положения заготовки или изделия в процессе изготовления или ремонта (рисунок 10).
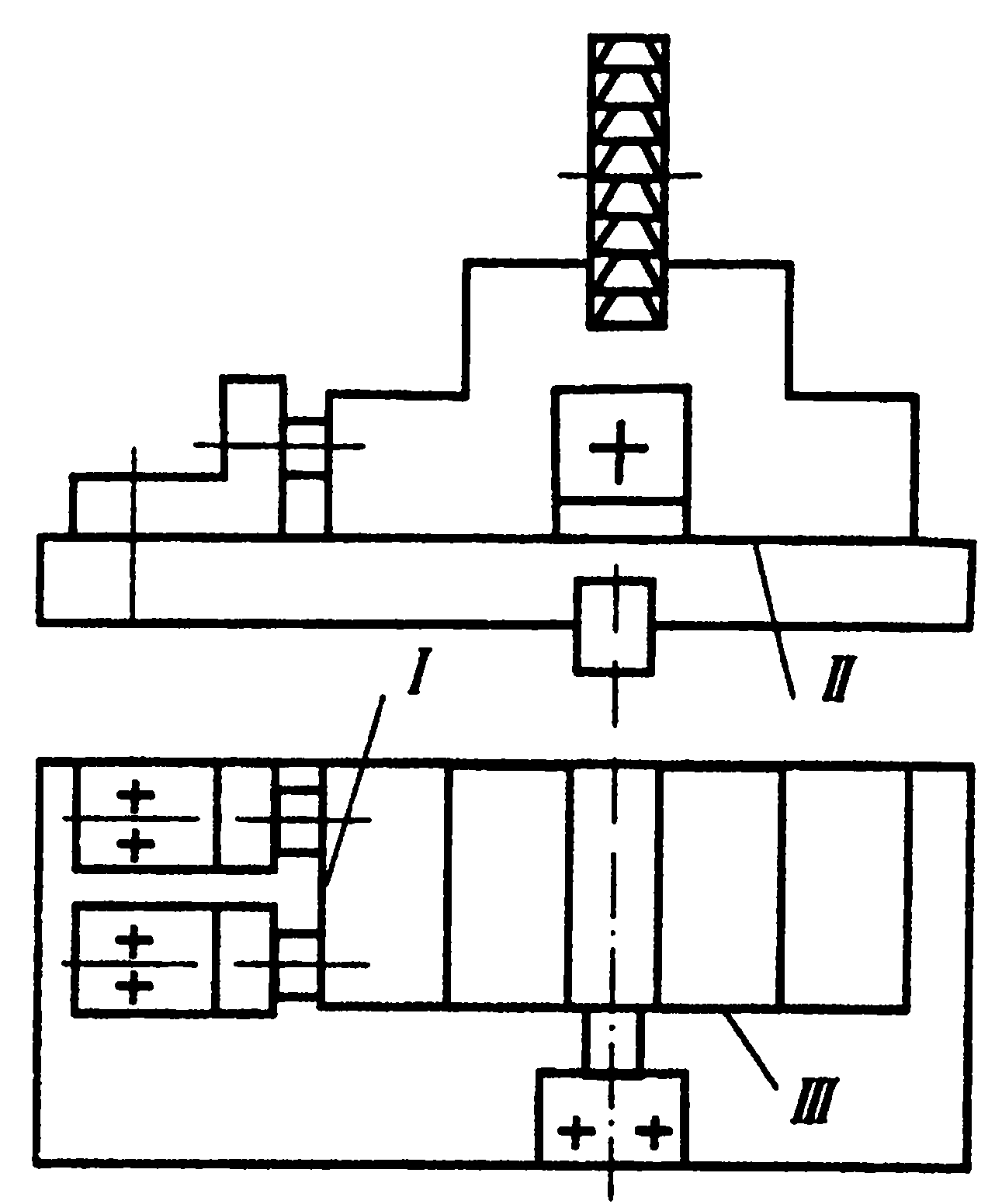
Рисунок 10 - Технологические базы
Понятие технологической базы распространяется на все стадии процесса изготовления изделия (на изготовление детали механической обработкой, на сборку изделия и т.д.).
Измерительные базы - базы, используемые для определения относительного положения заготовки или изделия и средств измерения (рисунок 11).
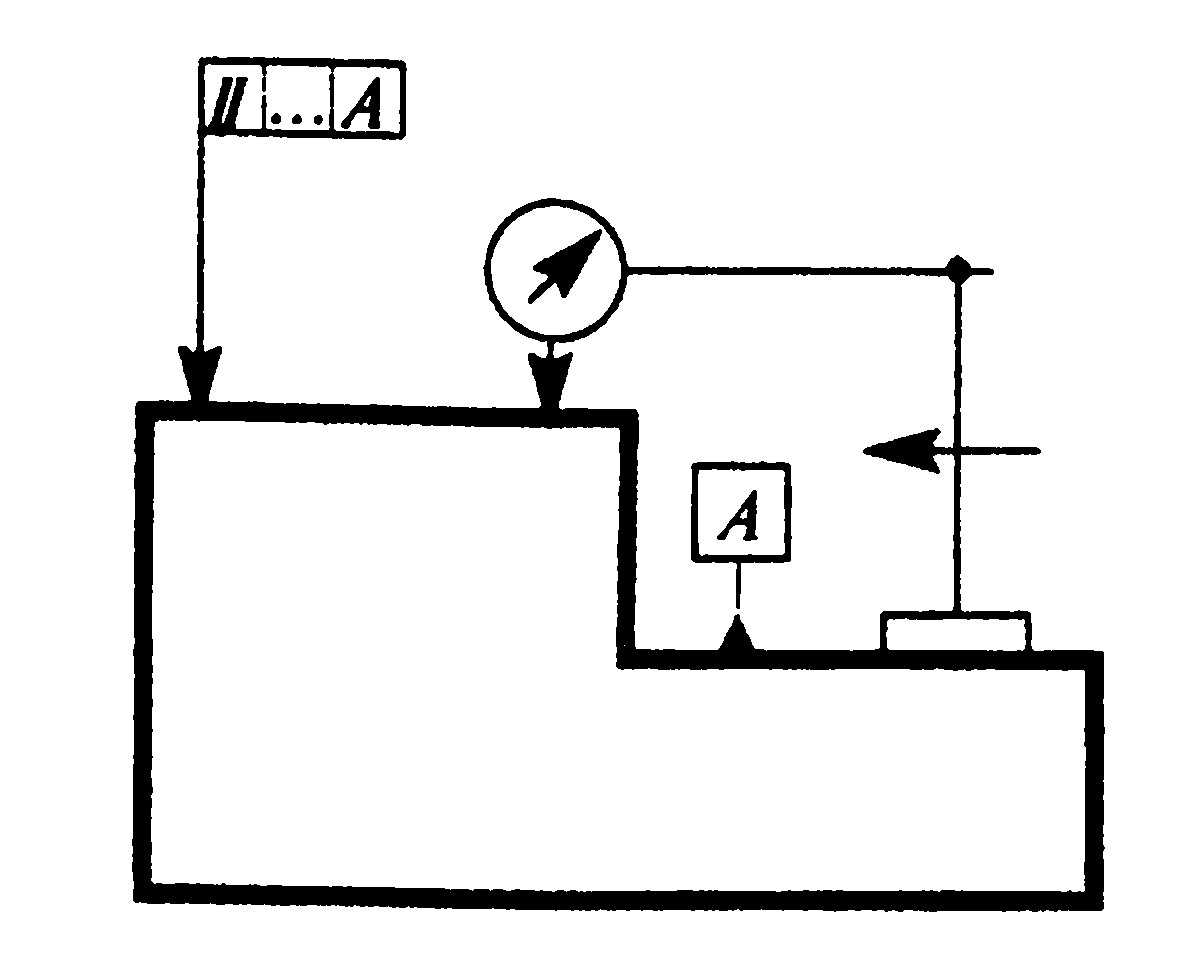
Рисунок 11 - Измерительные базы
Измерительные базы необходимы во всех случаях измерений (при оценке точности детали, в процессе настройки станков и т.д.).
2.2. Классификация баз по лишаемым степеням свободы
Базы, составляющие комплект, различаются лишаемыми степенями свободы и их числом и в соответствии с этим могут быть: установочными, направляющими, опорными, двойными направляющими и двойными опорными (рисунки 12, 13).
Установочная база – база, лишающая заготовку или изделие трёх степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей (рисунок 13).

Рисунок 12 - Классификация баз по лишаемым степеням свободы
Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Комплект баз, в состав которого входит установочная, направляющая и опорная базы является весьма распространенным и считается типовым.

Рисунок 13 - Виды баз по лишаемым степеням свободы
Если базирование детали или заготовки осуществляется с использованием цилиндрической (конической) поверхности большой протяженности (соотношение ее длины и диаметра больше единицы), то с помощью этой поверхности на деталь или заготовку можно наложить четыре связи. Такая база получила название двойной направляющей.
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг осей, параллельных им.
Часто двойную направляющую базу образует сочетание двух цилиндрических или конических поверхностей небольшой протяженности. Например, две опорные шейки вала, по которым его базируют на подшипниках в корпусе, или – конические отверстия, с помощью которых заготовку вала устанавливают в центрах на токарном станке (рисунок 14).
Комплект из двойной направляющей и двух опорных баз широко распространен и считается типовым.
Двойная опорная база – база лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей.
В отличие от направляющей базы, с помощью которой деталь лишается одного перемещения и одного поворота, двойную опорную базу используют для лишения детали двух перемещений.

Рисунок 14 - Реализация двойной направляющей базы сочетанием двух поверхностей
Комплект из установочной, двойной опорной и опорной баз также считается типовым комплектом баз.