

3. Типы производства и их признаки
Любой ТП проектируется с учётом типа организации производства (типа производства), в котором он будет осуществляться.
Различают три основных типа производства – массовое, серийное и единичное. Серийное производство, в свою очередь, разделяется на мелко-. средне-, и крупносерийное. При этом по своим характеристикам мелкосерийное производство приближается к единичному, а крупносерийное – к массовому (рисунок 4).
Тип производства определяется номенклатурой изделий, программой выпуска и трудоемкостью изготавливаемых деталей.
По ГОСТ 3.1108-74 тип производства характеризуется коэффициентом закрепления операций КЗ.О.:
![]() ,
,
где О – количество операций за один месяц;
Р – количество рабочих мест, где эти операции выполняются.
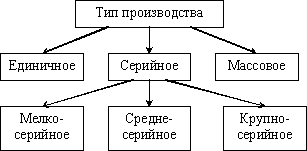
Рисунок 4 – Типы производства
При
![]() имеет место массовое и крупносерийное
производство,
имеет место массовое и крупносерийное
производство, ![]() - среднесерийное, при
- среднесерийное, при ![]() - мелкосерийное производство, единичное
производство коэффициентом КЗ.О.
не регламентируется.
- мелкосерийное производство, единичное
производство коэффициентом КЗ.О.
не регламентируется.
Важной характеристикой типа производства является движение заготовок по рабочим местам.
В массовом и крупносерийном производствах движение заготовок от одного рабочего места на другое непрерывное, поточное. В поточном производстве используют и дифференцированные операции и концентрированные. Первые выполняют на специальных высокопроизводительных станках, а вторые – на полностью автоматизированных поточных линиях. Всё оборудование размещено строго по технологической цепочке, а заготовки перемещаются поодиночке, на конвейере.
Для мелко- и среднесерийного производства характерно движение заготовок от станка к станку партиями. Партия – группа деталей одного наименования, запускаемых в обработку одновременно. Станок, закончивший обработку партии заготовок, переналаживают на другую операцию.
Это позволяет иметь оптимальное количество станков и рабочих и исключить дефицит потребных деталей в сборочном цехе. Это означает, что на одном и том же станке приходится выполнять ряд однотипных операций для различных партий. Размер партии определяется по зависимости:
![]() ,
,
где П – размер партии; шт.;
N – годовая производственная программа, шт./год;
Д – количество рабочих дней в году;
f – коэффициент незавершенного производства.
Коэффициент f показывает, какой запас данных деталей имеется на сборке для её бесперебойного выполнения. Коэффициент f изменяется в широких пределах – от 10 до 30 и более в зависимости от сложности деталей, трудоемкости обработки и сборки.
По размеру П партии определяют количество запусков тех или иных заготовок для изготовления деталей. Чем больше размер партии, тем меньше переналадок станков, простоев оборудования, но больше и объем незавершенного производства, и наоборот.
Количество партий запуска в год
Диски ТНА …………………………………….12
Крыльчатки насосов ……………………………6
Валы средних габаритов ……………………….4
Лопатки рабочие и сопловые …………………12
Зубчатые колеса …………………………………6
Корпуса средних габаритов …………………….4
Арматура (стаканы подшипников, втулки) ……4
Метизные детали (винты, штифты, шпильки)…2
В производстве авиационных двигателей производство, как правило, мелкосерийное и серийное, однако для некоторых деталей могут применяться методы поточного производства (лопатки турбин и компрессоров).
Для единичного производства характерно применение универсального оборудования, размещаемого по типам станков, использование квалифицированной рабочей силы и высококонцентрированных операций.
Тип производства оказывает значительное влияние на структуру технологического процесса. Так для серийного производства характерны техпроцессы со следующими признаками: 1. Чёткое разделение операций на черновые, чистовые и отделочные; 2. Обработка партиями; 3. Применение различного оборудования как универсального, так и специального; 4. Оборудование расставляется последовательно по технологическому процессу; 5. На рабочем месте выполняются несколько повторяющихся операций.